TIPS & HOW TO
Rebuilding the gates on the Rideau Canal

Bruce Kemp

When things work there’s no point in messing with them. That’s been the case for the wooden locks designed by Colonel John By and installed on the Rideau Canal 190 years ago.
When things work there’s no point in messing with them. That’s been the case for the wooden locks designed by Colonel John By and installed on the Rideau Canal 190 years ago. Parks Canada craftspeople working in the Rideau Canal’s Smith’s Falls Gate Shop are keenly aware of this and do their best to work with the same level of skill and historic precision as their predecessors when replacing the first control gates hung in 1832.
The Rideau Canal was built in response to possible American incursions following the War of 1812. Britain was afraid American troops would choke off the St. Lawrence River and lay siege to the main British port on Lake Ontario in Kingston. England’s answer to the threat was to assign Royal Engineer Lieutenant-Colonel John By to survey and develop a plan to bypass the big river altogether.
By’s concept called for an end run through the hinterland using a series of rivers, lakes and canals to establish a navigable link between Kingston and Ottawa. This new waterway would carry tow barges and steamboats laden with goods and passengers from Lake Ontario to the Ottawa River and then on to Montreal in relative safety. After travelling through the countryside north of the St. Lawrence, By realized he could develop a slack water canal system. This type of canal goes around obstacles like rapids and waterfalls with slack or calm water channels fed by water diverted from the rivers. The key to each lock’s success or failure was the giant wooden gates controlling the water in the limestone lock chambers.
British experience
The engineering expertise for this project already existed in England as did the carpentry skills to make the plan a reality. This large timber construction and the type of gate built for the Rideau was the same used in Britain at the time – rail and plank. The canals in the U.K. were all rail and plank, albeit smaller as the British canals themselves were smaller.
“In the 1830s it was the military who built the gates,” Joe Adams told me one day during a lunch break at the Parks Canada Gate Shop. Adams is the acting foreman in the Parks Canada Gate Shop and an avid historian. As we got to know each other over the course of four months, I was surprised at the level of historical interest all the guys in the shop had.
Plank and rail gate construction, the kind used on the Rideau, features a number of rails suspended between two enormous uprights – the heel and mitre posts – with splined planks let into the face of the gate vertically to form a broad water-resistant surface. There are also stacked gates like the ones built for the Trent/Severn Waterway, which have two side uprights with squared logs fitted between them horizontally.
“James Fitzgibbon was the first [master] carpenter and was in charge of everything,” Adams says, sounding like he’s talking about an old friend. “Apparently he was even more of a perfectionist than Colonel By. He travelled the whole length of the canal and he had contractors and Royal Engineer military carpenters working on it.”
There is no school for this kind of timber construction. It’s all hands–on. Fitzgibbon’s knowledge was passed down from one generation of gate builders to the next and still is. Adams learned the trade from Ken Gale, who was working there when Adams started.
At the time building started, everything was made out of wood, from ships to lock gates, to bridges, to gun carriages for cannons. “Kingston had a huge naval dockyard, too, and that’s where By got his timber from,” Adams says.
Adams thinks the timber was procured there and then floated up the Cataraqui River to the different lock stations and assembled on the bank right beside them. At first the carpenters building the gates were military men. They learned their skills from the ship builders who built barges and sailing vessels along estuaries like the Thames.
The original construction material in Canada was white oak. Because of the general demand for this species the forestry was eventually in danger of collapsing. Today, Adams and his building crew – Matt Churchill, Josh Bennett, Scott Botham and Adam Raison – work with large, squared Douglas fir logs. The wood is sourced from Ennadai Woodworks in Golden, B.C.
Building gates starts with lumber selection and milling.
Adams isn’t sure where the timbers are harvested in B.C., but he believes they’re at least second- or third-growth trees. He can usually tell age based on the growth ring count, which dictates the quality and durability of the wood.
“Eleven rings per inch is what we ask for. Sometimes, just so we don’t have to ship a whole trailer load back, we’ll accept a little lower ring count. You wouldn’t want to go below eight rings per inch.” The density of the ring growth dictates how long the gates will generally last because they’re submerged in water most of the year. “We accepted a lower ring count years ago and that’s why we’re now replacing those from 10 years ago.” Older, slower growing trees with high rings counts last the longest – upward of 20 years. Those with the wider ring counts degrade fast.
Timbers are ordered over-sized for a number of reasons. Checking becomes an issue in the summer months if the stock, or finished gate, is stored outside in the direct sun. The timbers are ordered two to three feet longer to take this into account.
Huge timbers
Everything about the construction of these gates is massive. Adams starts with huge baulks of timber. Mitre posts are 16″ × 16″ and heel posts are 16″ × 18″ when they come in. The top and bottom rails are 15″ × 20″.
Dimensions in the gate shop are still calculated in feet and inches, because the original plans are drafted in those measurements and converting them to metric would be time consuming, expensive and no more accurate.
Adams and Parks Canada engineers try to preplan their ordering. The gate shop builds gates throughout the summer and over the winter. The spring months, before the canal opens for the season, and after it has closed to traffic in the fall are reserved for installations.
Dealing with the raw materials
The load of pre-cut gate planks that arrives at the gate shop on one of the first days I visited were the wrong dimensions, and the dadoes for the steel splines were placed too low, leaving Adams faced with a work-around before he even started.
Initially the timber, if it’s acceptable (which is the majority of the time), is laid out in the shop on two 18″ × 18″ rails that are permanently fixed to the floor. Churchill positions them with a forklift in the order at which they will finally come together when the gate is assembled.
Each piece has its own milling specs. Adams cuts the logs to near finished size in one pass. This is done on a big, gas-powered Clarke bandsaw mill. Arcs and tenons also need to be sawn into the rails.
With the timber suspended on the tines of the forklift, Botham slips a 6″ wooden elevator block under the near end of the wood. This allows Adams to cut tight to the arc with the 2″ blade. Once he reaches the halfway point, the forklift comes back in and turns the timber around, then they repeat the process. This process leaves the top of the rail with a peak rather than a smooth radius. The final curve will be finished with hours of electric hand-planing and belt sanding in the shop.
Large joinery
While the timber is still on the bandsaw, Adam cuts the tenons. The technique demands the same precision a cabinetmaker would shoot for, only on a much larger scale. The tenons measure 15″ × 5″.
The final step in the process is to cut a wedge-shaped batten off the mitre post. This lets one gate close tightly with its mating gate. With this cut, Adams has to compensate for ground settlement in the lock chamber itself by taking an additional, irregular slice off the timber. Being nearly two centuries old each chamber develops its own personality. The guys in the shop have learned those and compensate for them.
Once the rails and posts are rough-dressed, they go back in the shop where Adams and Churchill begin the layout for the mortises, sluice gates and bull nose of the heel post. The layout is finicky. There are a lot of fine measurements to take into account and the skill level required to make those measurements come to life goes beyond craftsmanship to bordering on artistry.
Adams works with a standard carpenter’s framing square, tape measure and a collection of templates to set up the plunge cuts for the mortise work. He uses a pencil to mark the cuts, but Churchill prefers a pen for a more definitive line. Neither uses a Sharpie-type pen because it stains the wood. The mortise cuts are then sawn through with a plunging chainsaw.
The mortise and tenon is the standard joinery on the project. Mortises are cut into both uprights and the rails all have tenons, which will be kerf-wedged in the final assembly.
Because each piece weighs 2,000 pounds, it’s not possible to move them around the shop by hand. The shop is equipped with a 15,000-pound gantry crane on rails and it’s the only way to handle the work.
As Adams and Churchill set to work on the layouts, Botham begins the process of planing the rails. He uses a Makita 6-3/4″ plane like a scrub plane to traverse the work surface diagonally with 1/32″ passes. Every few minutes he checks how flat and square the rail is. It takes him more than a week to plane and sand all the rails to shape.
Built in pairs
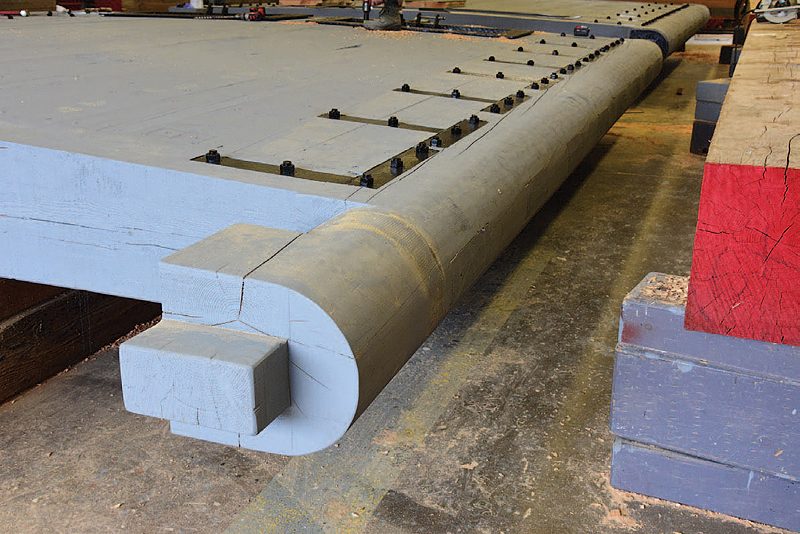
The crew builds two mating gates at a time. Churchill takes the lead on one and Adams does the other. The first upright posts they work on are the heel or “quoin” posts. Quoin post is an old term handed down from the earliest builders, and refers to the rounded shape let into the lock chamber walls in which the gate pivots on its pintles and gudgeons. To make this work, they begin cutting a bull nose. The size of the post makes it impossible to shape it in any other way than by hand.
First, they make sure the timber is exactly square before fastening a plastic template to the end. This has the precise radius drawn onto it and they use this to trace the finished round on both ends. Then, using a framing square, 45° angles are marked on the front and back face of the work which they link with a chalk line stretched end to end.
The fir is dry. This wood requires a lot of power to cut and it dulls blades quickly. Churchill takes a Makita 16 5/16″ circular saw with a 60 tpi Diablo blade to cut the angle along the entire length of the workpiece. It requires strength to handle this large saw, as it weighs 32 pounds. Cutting the entire length takes nearly 10 minutes.
Once the initial angle cuts are complete, a new set of angles at 22.5° are scribed on the ends of the timber and they repeat the chalk lines. The timbers are pared down this way until Churchill can start smoothing the 16″ radius of the bull nose into the work. It requires hours of planing and sanding, and checking with another template before the workpiece is as perfectly round as a dowel on steroids.
Meanwhile, Botham finishes planing the radii into the rails and begins truing the tenons up for insertion into the heel and mortise posts. With each tenon properly dimensioned, he cuts the kerfs for the wedges, then goes on to cut enough wedges for the joints.
Hardware
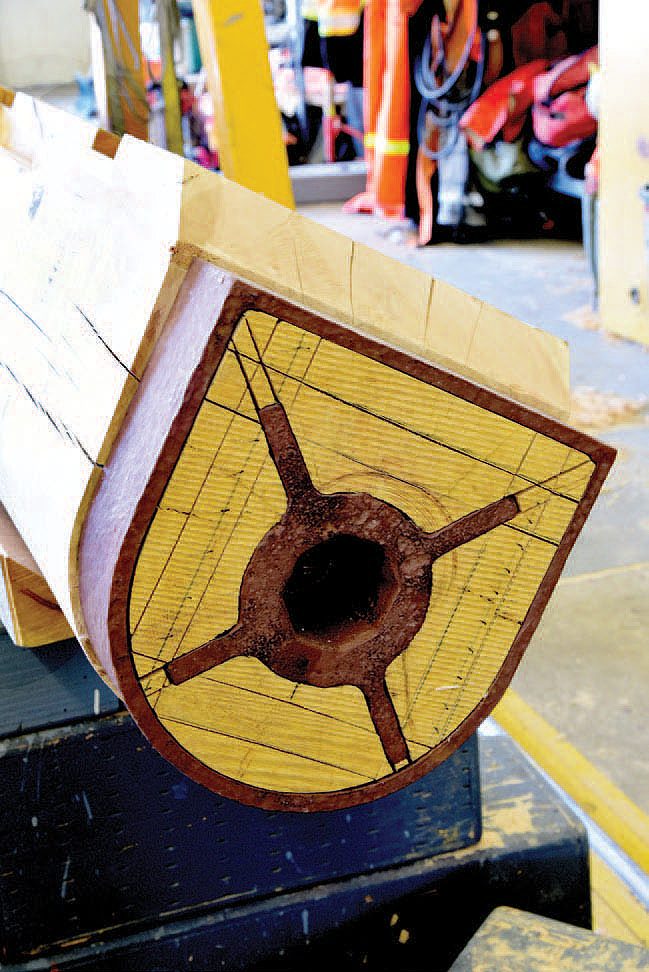
With the heel post done, Churchill and Adams begin setting up to inset the steel pintles and gudgeons. Using the gudgeon itself as a template, and supported by two opposing wedges, the centres are carefully marked. The retaining band that strengthens the lower end of the post is also used as its own template. Because the gudgeon is too heavy to hold up and adjust, fine tweaking for centring is done by tapping the opposing wedges together or pulling them apart until the steel sits in the correct position. Then its profile is traced onto the end of the post.
First, the end cut is made with a 2-1/8″ diameter saw tooth bit. The process becomes more like mining for gold than cabinet making. This clears out the majority of waste wood. Hand chisels are used to manually pare the interior of the hole. Depth and width are measured using a combination square. With the central cavity finished, the star-like arms of the gudgeon are cut in, as is the dado for the retaining band. The fit for these two pieces is so tight that installation is done with a sledgehammer.
Once the metal work is in and the gate goes back in the water, the wood surrounding the metal will swell and lock it tight.
Churchill inlays five brass strips measuring 1/2″ × 2″ × 6″. These are rub strips that let the heel post turn freely while being held in place by a collar attached to the lock chamber deck.
Initial assemble
The gates are now ready for the initial assembly. Botham has nailed protective steel guards onto the upright posts where chains from come-alongs will be wrapped around. Then Adams and Botham start to pull the gates together using three-ton come-alongs and aided occasionally with the gentle tap of a 12-pound hammer. Everything goes smoothly until the final fractions of an inch require a more determined fitting. Out comes Bam-bam.
Bam-bam looks like something out of the Flintstone cartoons, but works on the same principle as a medieval battering ram – brute force slamming against a reluctant tenon joint. The final fit is finished with three or four swings.
The earlier problem of the wrong-sized gate planks is now on Adams’s plate. His solution is elegantly straightforward. Rather than whine about it, he and Botham begin milling new planking from stock they have in the yard.
It takes two days to cut the planks and run them through the shop’s 20″ thickness planer. The final step in the process is to rout new dadoes into the planks for the steel splines. Adams attacks this job with a Makita router guided by an adjustable fence. The dadoes are all cut in a couple of hours and the steel splines driven home.
Fasteners in the gates are mainly galvanized ship nails and bolts. Depending on the location in the gate, through-bolts and carriage bolts are used to fasten the hardware. None of this metal is left raw – it’s painted with rust-proofing paint. The bolts are hot-dipped galvanized as well.
Before the planks are set in place, the mullion blocks – the 6″ verticals between the rails – and rods are inserted. These serve to stiffen things up.
Planking starts from one edge – the heel post side – and is laid from the outside in. Each plank is tapped into place with the shop’s ubiquitous 12-pound hammer, held there with 4′ long bar clamps then fastened down with an air hammer and ship nails. The final fastening is done with a series of L- F- and T-plates made from 3/8″ steel and fastened with bolts.
The last step before moving the gates out of the shop is to insert the sluice boxes. These are steel boxes inserted into the lower face of the gates and sealed with gaskets. Rods descending from the swing bar rail work the mechanism to open and close them on demand.
There are two types of gates on the Rideau Canal – wet and dry. A wet gate has sluice boxes built into it and a dry gate has the sluices built into the masonry walls with a small channel feeding them rather than in the face of the gate. Geography dictates the choice. Wet gates were often used when the land wouldn’t let the builders develop the necessary viaducts for the wall-mounted sluices. Wet gates are also more cost effective.
The smallest gates they make in the shop each have 28 bolts while the larger units may have as many as 80 bolts to hold them together. The largest gate in the system is a 10-rail gate at the bottom of the Ottawa flight locks.
Time to move things outside
When the canal shuts down for the season Adams’s crew begins the job of moving the gates out of the shop and yard to their final destinations.
One set of gates is sent to Hartwell’s Lock in the centre of Ottawa. It’s a stunning fall day and the work goes smoothly. First on the to-do list is de-watering the lock chamber. Emptying the lock leaves a mucky pile of zebra mussel shells that requires four trucks to haul away. Along with the shells, there’s the funky odor of river bottom, but that doesn’t make a difference to the hundreds of walkers and cyclists who stop by to sidewalk superintend.
The gates are delivered right to the lock and within a crane-boom span of where they will be installed. The old gates are lifted out and the gate shop boys do the final prep work by cutting a bevel on the mortise post with a chainsaw mill. The difference is the ability to adjust the cutter bar to an exact angle using a mitre gauge built into it. Adams and Bennett adjust the cut to 114° and begin to slice the batten off. Churchill follows with a broom and Botham trails him with a paint tray and roller. Everything goes smoothly and the gates are in place after four days.
Float them
Beveridge’s Lock station presents a different set of challenges. The lock gates can’t be delivered directly to the work site. A too-narrow gravel road barely lets the 210-ton crane pass, but its tight bends keep the gates from making it through to the work site at the second lock station. Eventually, the old gates will be cut into sections for removal.
Getting the new gates to the lock station involves dropping them into the water at the mouth of the Tay Canal, an offshoot of the Rideau leading to the town of Perth. Despite weighing nearly eight tons, the gates float with the topsides dry. A workboat and crew from one of the Parks Canada scows is on hand to tow the gates into place.
The one-kilometre trip from the drop point to the lock is a slow one. There are only the two mating gates making the trip, but Adams gets impatient with the time it takes for the first tow and begins poling the second gate upstream. It pushes along easily despite its tonnage.
The gate shop crew prepares to haul the old gates out to make room for the new ones. These gates are saturated. The crane has a weigh scale built into it and when the second gate is lifted, the news comes back that it clocks in at an astonishing 25,000 pounds. Humongous for an eight-rail gate, but it’s been in the water since 1987.
The gates need to be positioned with the lower pintle inserted into the gudgeon in the quoin masonry on the edge of the lock chamber. Then they’re fastened into place using the collar that was let into the top end and attached to the spider (a steel retainer set into the masonry) so the gates can swing freely.
Once the gates are fastened in place the swing bar is dropped on. These bars are wider and have multiple purposes. They act as a walkway across the top of the gates, and are hosts for the controls that operate the underwater sluice machinery that opens and closes to let water in and out of the lock.
Along with the Tay Canal, the Rideau has 47 locks in 24 stations. The job of maintaining and replacing gates is ongoing throughout the year. It’s a highly skilled job that can only be learned by doing it under the guiding hand of a veteran lock gate carpenter. As it stands now, Joe Adams and his confederates in the Parks Canada Gate Shop are keen to continue to pass that tradition on to the craftspeople who will come next.
Photos credit: Bruce Kemp
Rough Shape
The camber on the front faces of the gate rails are shaped on the Clarke bandsaw mill by sneaking up on the final shape. This is one of the first steps in making the gates.

Trimming to Length
Scott Botham uses a Mafell Z6X Ec plunge cut chainsaw to trim the oversized timbers to finished length.

Helping Hand
Here, Joe Adams uses a gantry crane to roll and position the massive workpieces for shaping.

Final Shaping
The final shaping of the cambered rail faces is done with a powered hand planer.

Take the Plunge
The openings for the gate valves are made with a plunge cut chainsaw.

Quoin Post
The mortises are laid out on the quoin post and are lined up to accommodate the tenons in the rails, which still have to be cut.

Correct Curvature
The curve on the edge of the quoin post needs to be consistent and accurate. Here, Joe Adams uses a belt sander to fine-tune the curved surface.

Templates to the Rescue
A template is used to check the shape of the quoin post while it’s being brought down to its final shape. Much of the work done in the shop is repetitive, so templates are used to speed the process and work more accurately.

Huge Tenons
Josh Bennett begins the cuts to make the huge tenons on the ends of the gate rails. These are the main joints that keep the gates together.

Sanded to Perfection
Matt Churchill checks the dimensions of the band mortise in the quoin post with a template. The fit gets adjusted with a belt sander equipped with a coarse grit belt.

Wedges to Fine Tune Position
Wedges help the craftspeople align the gudgeon on the end of the quoin post before cutting the recessed area where it will fit into the quoin post.

Drill Out Some Waste
Joe Adams begins clearing the waste to form the gudgeon mortise on one of the quoin posts with a saw-toothed drill bit.

Make Way
Waste from the centre section of the quoin post, where the steel gudgeon will fit, is removed with a 1-1/2" framing chisel.

Drive It Home
Using a weighted wooden mallet so he doesn’t damage the gudgeon, Matt Chruchill drives the steel hinge part home in the mortise that was cut for it.

Wrapped in Steel
A circular saw is used to machine stop cuts into the end of the quoin post in preparation for placing the steel band around the perimeter of the end. This band will keep the end of the quoin post from splitting and weakening while it’s in use.

Ready for Action
The hinge joint on the end of a quoin post is now complete.
Hand Tools Are Flexible
Hand tools, like when used to build furniture, are very flexible. Here, Joe Adams cuts the mortises to accept the metal railing stations in the top of the gates. These are fastened in place with galvanized bolts.

Square It Up
After removing most of the waste with a saw-toothed bit, the mortises to accept the wear bars are finished by hand with a chisel.

Wear Bars
Brass wear bars await insertion in the mortises cut into a quoin post.

Extended Life
The five wear bar mortises are now complete. When the gate opens and closes the wear bars will dramatically reduce wear on this surface and extend the lifespan of the quoin posts, and therefore the gate.

Bam-Bam
This shop-made tool – essentially a wooden battering ram – takes three men to use. It coerces all the large mortise and tenon joints to fit tight.

Chains for Assembly
Here, the crew positions the chains they will use to bring the gate together.

Final Pieces of Hardware
The steel safety rail is being installed in the hand cut mortises on the gate top.

Tight Joints
The workers bring the parts together with chain falls and brute strength. When the process is finished, the joints fit like a glove and will only get tighter as the water swells the wood.

Ready to Travel
A finished gate awaits transport to Hartwell’s Lock in Ottawa.
Easier, But Not Easy
Even with today’s heavy equipment, installing lock gates isn’t an easy job. This was all done by hand 100 years ago.

Paddle it Home
Joe Adams poles one of the new gates along the Tay Canal to deliver it to Beveridge’s Lock.

Final Resting Place
Matt Churchill and Josh Bennett drop one arm of the Beveridge’s Lock gate into place.






Very impressive. I know what it takes. I grew up watching my Father who worked as a shipwright putting vessels in the drydock repairing & building vessels of all sizes. Good job – hope to get up there sometime for a visit.