PROJECT
Make a custom bathroom vanity

Mark Salusbury

Find more Cabinetry projects projects
Build a vanity for your bathroom that looks like a well-made piece of furniture.
Styling cues often begin with a found object. The design for this vanity began with the basin, whose radiused corners I wanted to repeat by creating attractive, functional legs to support a furniture-like cabinet. I imagined a visual treat; best figure exposed, bookmatched panels, grain bridging across doors, and satisfying to the senses each time a door opened or drawer softly closed. Also, the counter’s height, width and depth would be carefully chosen to suit the site and those who will use the sink daily.
My design makes frugal use of materials and assembles easily, creating a strong case in manageable steps. And don’t let the rounded corners throw you; these are simply lathe turned. Square or chamfered corners would be simpler still and work just as well. Regardless, the legs are the foundation. I’m going to focus on a floor-standing vanity in this article, but will mention how a few adjustments can be made to create a smaller floating vanity at the end of the article.
Make a custom bathroom vanity
Glue up the leg blank
To make the legs, I selected hardwood at least 2″ thick, and milled four square sections long enough to trim to final length after selecting the best faces to orient outwards. If I’d designed a case with square legs, I’d move on to joinery here, but as I planned to turn the corners round, I went for a glue-up. With the two best faces of each chosen and marked, I glued the other two faces together fully along their lengths with strips of brown craft paper between, producing a square turning blank just over 4″ in both dimensions. The brown paper makes it easy to separate the leg sections later.
Fully cured, a chop saw cuts the blanks’ ends cleanly square. Using a compass, I drew a layout line on each end of the blank, marking the diameter I want to turn down to, then with my table saw set to rip at 45° I removed the corners tight to that line. A thin kerf blade with stabilizers not only cuts easily and smoothly, its narrow kerf maximizes useful cut-off material that will be used later.
At the lathe
A ring center will drive the blank and a cup center in the tailstock supports the blank. These circular centers ensure the blank won’t be wedged apart during turning which might happen if spur and conical centers were used. Under compression, the ring center works well to drive the piece, plus if it slips, a twist of the tailstock hand-wheel increases compression to resume turning.
The blank gets centered on the lathe where the paper glue joints intersect. Its flat facets guide diameter and uniformity by turning and sanded only until all evidence of the facets are removed. The blank should finish uniformly with a +4″ diameter end to end. Once split apart using a broad, sharp chisel tapped into the glue line from the ends, the glue and paper are carefully removed.
A note about accuracy
It’s less confusing to take all measurements from one point. In the case of the corners, I reference layouts and machine setups from the inner corner of each leg. Regarding the vanity parts, all measurements are referenced from the floor elevation (bottom) of each panel.
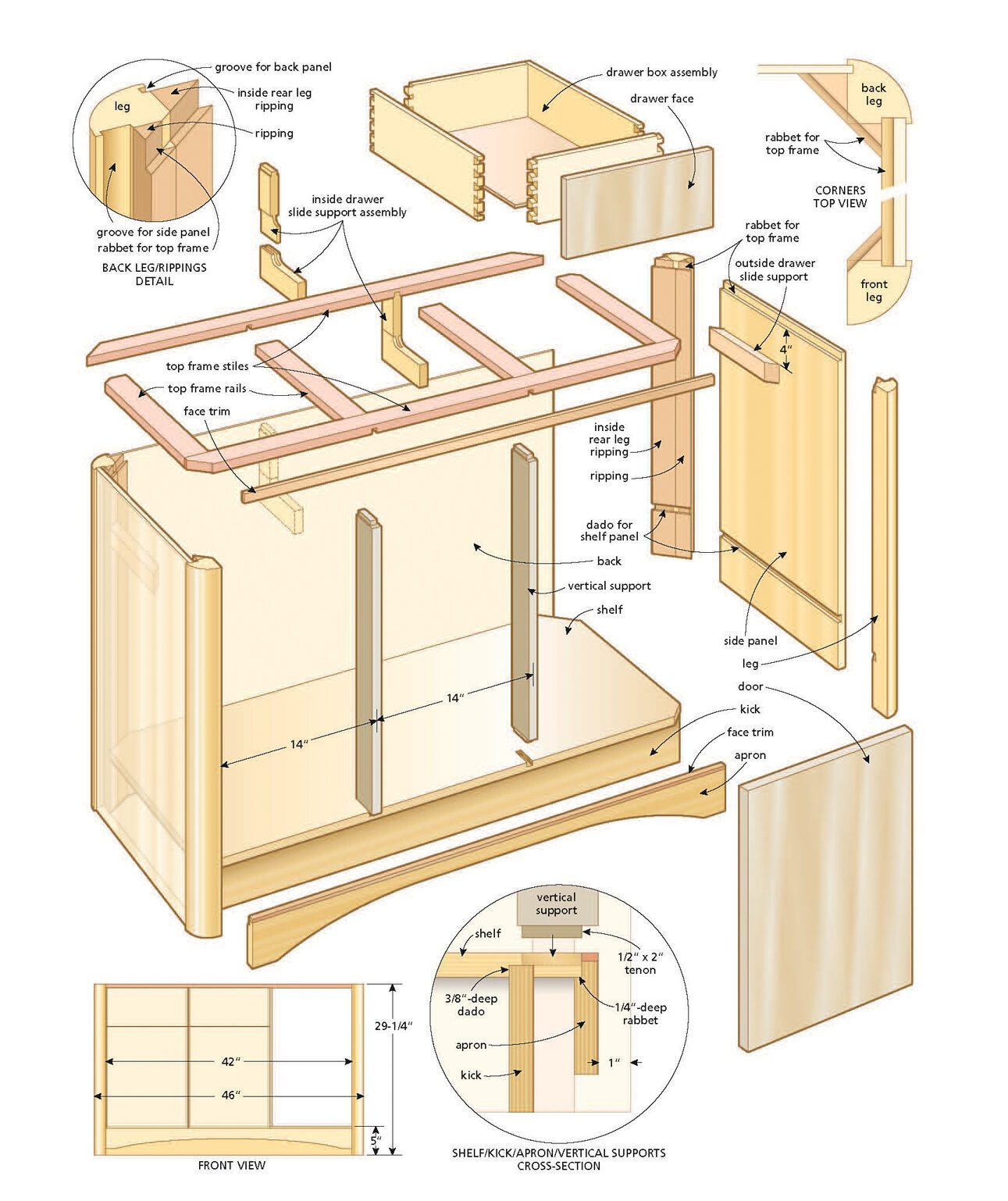
Grooves in the legs
Regardless whether legs are square or radiused as I’ve done here, the inner corner guided my next decision. Knowing the exact thickness of the plywood I’ll be using for the sides and the back, and that I want a 1/4″ reveal between those panels and the outer edge of their respective legs, I decide where to rout the grooves in each corner to receive the panels. At the router table, all cuts are referenced from the leg’s inner corners. Ultimately, if there is any inconsistency in the plywood and/or the show faces of the legs that may need to be tweaked, doing so won’t affect the accuracy of the structure.
Plywood is typically undersized; a 5/8″ router bit in a table-mounted router and fence allows me to mill the +18mm grooves I need for my side panels.
At the table saw, a square profiled 1/8″ thick saw blade rips the grooves for the 1/4″ back panel. Off-cuts of both thicknesses of sheets goods are sanded to allow me to precisely size the width of grooves to fit the panels nicely.
Grooves milled, it’s time to reapply the rippings I removed earlier, greatly increasing the glue area and simplifying construction later. These are applied perfectly flush with the inner edges of the grooves by dry fitting a prefinished (so glue won’t adhere to it) scrap of the panel material within the groove and bonding each strip to the leg with a veneer of glue and a few brads, keeping the brads away from where joinery to receive the vanity’s top frame and bottom shelf will be cut. Remove the groove-filler and repeat. The rippings fully cover the legs from the inner corner to the panel groove. As the grooves for the back panel are narrower than for the sides, I made two wider corner strips to achieve the same effect.
Titebond II Dark adhesive has a shorter cure time and yields a glue line that matches dark woods like the cherry I’m using.
Shelf dadoes
Cured fully, it’s time to trim the legs to final length and friction-fit each leg to its respective panel. Back and sides come together for the first time…exciting! Satisfied, and taking all measurements from floor level, I mark on each part where to cut the dado for the bottom shelf and the rebate for the vanity’s top. Both are the same width and easily cut at the table saw. The side panels are crosscut referencing the saw’s rip fence; the legs are crosscut using a miter guide and stop block.
Top frame
Now, I reassemble the back and side parts as plumb, tight and square as possible to double-down on exact dimensions for the top frame and bottom shelf. Widths are measured from the base of the rebate and dado with a versatile shop-made bar gauge using a “Bar Gauge Head” (Lee Valley part No. 05N31.01). Depths are measured from inside the back panel to where the rebate and dado exit the inner front leg. Solid cherry trim will flesh out the leading edge of the top frame and shelf later.
At the table saw, the shelf receives its final length and width. At the miter saw, the 45° corners get removed to ease fully within the cutouts in the legs. After refinement, the shelf seats fully and snuggly within the dadoes. Nice!
Referencing the dimensions of the shelf, next make the top frame. Mill enough 3/4″ × 2″ stock to yield two long stiles to run the width of the case and four shorter rails to unite them front to back. I used my KREG 2000 pocket hole jig to join the parts. As the frame will be encased on three sides and covered with a solid surface counter and never subjected to stress, this is the perfect application for pocket screw joinery. The assembled frame gets trimmed and fit just like the shelf to fit snuggly within its rebate.
Glue up the legs and side panels
So far, all assembly has been dry fit for friction testing and alignment, but now it’s time to glue up the legs and side panels. On a trusted perfectly flat surface, all parts get disassembled, sanded lightly, edges eased, labelled and tested again for final fit using only firm hand pressure. With a veneer of Titebond II glue applied within the leg grooves and over the applied “ripping,” clamps easily draw the parts together the last millimetre while scraps of the shelf material align the shelf dado fore and aft. Once the side assemblies are cured, the back panel can be fully seated within its grooves, glued and pinned into place. Stand the assembly onto its feet to check squareness and let it cure.
The flexible back panel will easily allow the sides to splay apart when it’s time to install the shelf.
As the glue cures, cut a 3/8″ deep groove to receive the kick under the bottom shelf, as well as 3/8″ deep, 1/2″ wide and 2″ long dadoes to receive the vanity’s vertical supports within the upper leading edge of the shelf. The verticals support the center of the vanity, the doors and drawer slide so strength and stability are paramount. Cut these dadoes into the shelf, but wait until the shelf is glued into place to transfer their locations and cut into the top frame to be certain the verticals will be perfectly plumb and square, and the door and drawer openings equal in width.
Install the shelf
On a perfectly flat surface, flip the case onto its back, apply glue within the side grooves and a thin bead across the bottom edge of the back panel. Deftly lower and guide the bottom shelf home. Raising the assembly up onto its feet, the top frame is simply dry fit for support and alignment during this glue-up. A few clamps front-to-back and side-to-side cinch the shelf into a snug fit as I quickly measure front and rear widths and check squareness between the shelf and sides, then the back and sides, bringing the case into square, and adjusting clamps if necessary.
With the shelf cured in place and next to the legs for greater accuracy, measure the distance between the top of the shelf and the underside of the top frame. After adding 3/4″ for tenons, make the vertical dividers, forming 3/8″ tenons at both ends. Stock that’s 3/4″ × 2-5/8″ produces 1/8″ side and rear tenon shoulders and a 1/2″ shoulder to be located at the front. The vertical divider’s faces should be flush with the leading edge of both the shelf and the top frame.
Using the completed vertical dividers, fit their lower tenons into the shelf’s dadoes while the top frame is in place but slightly elevated in front. Using an accurate rafter square, make sure the vertical dividers are perfectly plumb and square with the shelf and then, with a sharp pencil, accurately mark where to cut the dadoes under the top frame. Removing and inverting the top frame, complete the layout for the front dadoes, then transfer those layout lines to the rear stile of the frame. Dadoes here will allow for alignment and installation of rear drawer slide support assembly later. Now, crosscut both pairs of dadoes into the top frame at the same time at the table saw.
To explain the rear drawer slide support assemblies just mentioned, the front of the drawer slides will attach to a leg on one side and a vertical divider on the other. At the rear, the slides will attach to a drawer slide block attached to the case on one side and a rear drawer slide support assembly suspended from the top frame on the other. These solid attachment points will keep the slides perfectly spaced and aligned.
The rear drawer slide support assemblies are cut from two pieces of solid wood, joined with a slip joint for strength. They essentially form a strong “L” that gets secured to the underside of the rear top rail with a tenon, and the back panel with glue and screws. These can be made now.
The two small blocks can also be cut and installed on the inner faces of the side panels.
Check the basin for clearances
As the vanity is designed to support a basin, before bonding the top frame into place it’s a good idea to temporarily locate the basin over something the thickness of the planned countertop material to test for clearances while tweaks to the central rails of the top frame can still be easily made.
Now the top frame can be glued into place with clamps, followed by the vertical supports deftly within their dadoes.
Install the kick and apron
The vanity’s kick is slipped within its dado beneath the shelf and secured to the sides with pocket screws installed from behind or bonded to inconspicuous glue blocks aligned behind the dado on the case sides.
Ahead of the kick, an apron introduces a softly curved arch and depth, giving the vanity the appearance of a piece of furniture rather than a plain installation. Trimmed with iron-on veneer along the bottom edges and shop-made solid wood trim along the top, it’s rebated to align precisely with the top surface of the shelf and the front face of the vertical supports. A similar solid edging is made to trim the front face of the top frame, also flush with the face of the supports. The front face of the top and shelf should be 1″ back from the leading edge of the legs so that when the drawers and doors are installed there will be a 1/4″ reveal where they border the legs, just like the outer side panel union.
You’ll have sensed that as it is with all projects, one stage leads to the next, becoming the reference for what’s to follow. While drawings are made to refine thoughts, create material lists and guide construction, each stage requires fitting and refining, hence measurements change from the perfect view of a drawing. For me, the principals of cabinetmaking are patience, precision, problem solving and practice.
Drawer boxes
With the vanity case assembled, detailed and smoothly sanded, the next build is the drawer boxes. Their width is the opening between the legs and supports less the allowance for the slides. Their height is personal preference, guided by what’s expected to be placed within. Depth is measured from the leading edge of the upper frame or bottom shelf, back to just shy of the rear leg. Dovetail joinery is strong, making glue-up stress free. A Leigh dovetail jig is a real asset, producing custom joints accurately and repeatedly. The 1/2″ sides, 5/8″ front and back panels, and 1/2″ Baltic ply bottoms are rabbetted on three edges and slip within 1/4″ × 1/4″ grooves. The resulting boxes have a quality sound, feel and appearance.
Titebond III works well here, considering the intricate dovetail joinery and light wood tone. It has a long, stress-free working time, and cures waterproof to a light colour.
To fit the drawers to the vanity, invert the cabinet for easy access to the interior. Ensure the drawers are square and flush with the case and the slides located loosely. Check the fit and placement of the mounting blocks and drawer slide supports made earlier. To begin, the faces of the side support blocks should be in plane with the inner face of the front leg. After tuning the blocks and supports for perfect alignment, fasten the slide supports into the dadoes in the upper frame and screw them to the back panel from behind, then glue or screw the side support blocks into place. Next, fit the drawer to the supports and the drawer bottoms.
Flipping the case back onto its feet, insert the drawers into the case and slide and enjoy their fit for the first time. Only drawer fronts and doors need to be made and applied to complete the vanity.
I made pullout trays for behind the doors, though that option is up to you. I find they allow me easy access to all items, no matter how far back in the vanity they are located.
Doors and drawer fronts
Cutting the veneered plywood for the doors and drawer fronts requires consideration; these are visible parts. Grain direction and pattern must be oriented for optimum visual energy plus lateral placement on the sheet for optimum symmetry and vertical location of the parts for a flowing pattern from drawer fronts downward across doors. Remember, there’s a left, center and right to the project with a saw kerf and applied trim separating the parts vertically and horizontally, so cut these parts accordingly.
Orient the plywood so the grain pattern adds visual lift, then look at the placement of the veneers used to skin the sheet, centering the middle door on that. With a thin kerf blade and stiffeners on the table saw, rip the panel into three equal-width strips, eliminating scrap strips on both sides. Next, calculate the height of the drawer fronts and doors, leaving a small margin above the drawers and below the doors for final sizing; these can be trimmed without affecting grain continuity later. Before cross-cutting plywood, I firmly cover the kerf top and bottom with blue painter’s tape, minimizing potential tear-out.
Roughly sized and preferring a final space of 1/8″ between the parts all around, and knowing the edging veneer is 0.020″ thick, measure, mark and cut all parts to the final width and height and apply the fragile iron-on veneer edging. I let it cure several hours before sanding all edges and ends flush and applying finish to all the completed components.
I spray finished all components using my Fuji Mini-Mite 4 Platinum HVLP system, creating a smooth glossy surface for appearance and easy cleaning. Target Emtech EM2000wvx, an excellent finish with a faint amber hue when cured, warms wood’s natural tones unlike most waterborne clear coats.
Next, drilling and assembly
A word about jigs: A thoughtfully designed, well-crafted precision jig made once will make everything it helps to produce thereafter a treat to complete. Plus, creating it allows the maker to think through the task it will be put to before lifting a finger.
Working from above the vanity, position and attach the vanity’s central horizontal filler panel, visually anchoring the drawer fronts and doors beside and below. A pair of 0.100″ shop-made shims jig uniform gaps between all panels. Another shop-made jig exactly locates the holes needed to attach the drawer and door pulls. All drilling is done at the drill press for accuracy and depth control.
Having previously drilled through the fronts of the drawer boxes, the shims are slipped on both sides of a drawer front, the front located perfectly, lightly clamped in place and the location of the screw holes in the drawer box transferred to the back of the front panel. At the drill press, drill all the holes for attaching the drawer front plus the pull. Next, attach the pull to the front and the front to the drawer box. Repeat for the second drawer.
Now the spacing above and on either side of each door can be set using the same shims so the location of the hinges can be marked. Within a couple minutes, another shop-made jig, based on dimensions supplied with the hinges, allows me to mark where the screws and hinge mortises will go on all three doors and hinge frames, repeatably error-free. Holes for mounting the pulls can be located now, too, and drilled at the drill press.
With holes for hinge screws drilled in the legs and supports as required, the doors and hardware can come together and the door hinges fine-tuned.
Originally the plan was to use baskets resting on the bottom shelf for generous storage. Later, it was decided that removable bins on shallow sliding trays would be far more useful. Made to the same depth as the upper drawers but narrower, and just 2 1/8″ tall to clear the door hinges, each tray rides on a center-mount slide (Lee Valley part 02K40.19). Made of poplar, joined with tenoned miters and finished like everything else, they’ve proven to be a user-friendly finale to complete the project.
Floating version
This design can be easily downsized to create a space-friendly floating vanity for a powder room. Without the countertop, the basin rests directly on the cabinet’s top frame. By using dense 3/4″ (+18mm) plywood for the back and dadoed into the rear corners like the sides, and by increasing the depth of the top frame and bottom shelf so they can be inset and glued within rabbets in the back panel, a case of exceptional rigidity is created. This then can be shimmed and lag-bolted, top and bottom, into a pair of studs within the wall. Just be sure to avoid any plumbing that might coincide with the lags.

Photos by Mark Salusbury
A Few Pieces of Paper
Salusbury machined the four corner legs square, then glued them in a blank for turning with craft paper between their seams. This keeps them together while on the lathe, but makes them easy to get apart afterwards.

Waste Not, Want Not
Before the blank can be turned, rip each corner off and save the offcut. The offcuts can be used down the road to strengthen the leg-to-gable joint.

Solid Joint
The 45° rippings can be attached to the inner faces of the legs, directly beside where the gable will join the legs, offering a lot more glue surface area, and in turn a stronger joint.

Different Legs
At left, a front leg with a freshly machined groove to accept the gable. Center, a front leg with the 45° ripping attached to it. Far right shows a rear leg with two 45° rippings glued to it.

Dadoes for the Shelf
With dadoes in the leg and gable to accept the shelf, the parts can be dry fitted. A spacer piece with a 45° angle cut into its end aligns the two workpieces.

Left Assembly
This leg and gable assembly is for the left side of the vanity, as you can see the leg on the right is grooved to accept the back panel, and there’s an extra 45° ripping attached to it.

Time to Assemble
While the legs and gable get brought together, the 45° piece is inserted into the dado for the shelf to ensure the parts stay in alignment. Be sure the legs mate with the gable properly, and the joint between the inner faces of the gable and leg are exactly 45°.

Support Assemblies
To support the rear end of the inner drawer slides, a pair of rear drawer slide support assemblies are made. Salusbury joined two pieces with a slip joint, machined a tenon on one end of the pieces that fit into a dado in the underside of the top frame, and shaped assemblies on the bandsaw.

Keep It Simple
A simple piece of wood is attached to the inside of the gable to secure the rear end of the outer drawer slides.

Install the Apron
The curved apron has a rabbet cut into its upper, rear face. This rabbet fits over the front edge of the shelf. The front edge of the vertical dividers finish flush with the front face of the apron.

Optional Pullouts
Salusbury made pullout trays to assist with accessing all the items in the vanity.

Small Changes, Different Look
With a few tweaks in design and construction, this basic vanity can be turned into a smaller, floating version.

Illustration by Len Churchill






Many Thanks for your kind comments Lad,
I’m no pro like you, but I enjoy what I design and make and learn something new daily which is what it’s all about for me.
Looking at your website, your work is quite impressive!
Thanks again!
Great Article Mark!
I have been in the cabinetry & woodworking business for over 30+ years and I am still picking up some great tips from your blog posts.
All the best,
Lad
https://cutritewoodworking.com/