When it comes to a general purpose, workhorse saw blade, you can’t go wrong with a combination blade.
To achieve the best cuts possible on your table saw, you need the best blade you can afford to buy. We’ve always recommended that woodworkers have, at a minimum, three types of blades: a rip blade for ripping lumber along the grain, a finish crosscut saw for making precise, splinter free crosscuts, and a dual purpose combination blade, for everyday sawing. By far, the most widely used of the three is the combination blade. Fortunately, there are a number of very good blades to choose from. A little saw blade 101 will help make the choice easier.
Carbide teeth are, so to speak, at the cutting edge when it comes to saw blades. Carbide comes in different grades and grinds. By varying the size and composition of the carbide in the teeth, one blade can be designed primarily to maintain a fine edge while another blade can be designed for maximum impact resistance. Impact resistance in this case refers to the ability of the carbide teeth to absorb and distribute the forces they encounter during a cut without damaging either the very rigid tooth or its connection to the saw plate. Different materials present different impact loads to a saw’s teeth and the combination of materials used to make the carbide can be varied to tailor the final result for each type of material. Cutting a non-ferrous metal such as aluminum would present a much different load to the tooth than cutting cedar or pine, which might contain very hard knots.
Tungsten, cobalt and titanium are mixed together in various proportions to achieve the final balance of qualities needed for the intended use. Cobalt is used for its impact resistance, tungsten for its hardness, which gives it the ability to hold an edge longer, and titanium for its anti-corrosion properties. A piece of wood exhibits the least movement and the greatest strength along its length and it should come as no surprise that ripping a piece of wood presents the greatest impact load to the teeth. The cobalt content continues to drop and the tungsten content increases for general purpose blades; these try to strike a balance between the impact resistance of the cobalt and the hardness of the tungsten.
For crosscut blades where maintaining a sharp edge means crisp detail and accurate cuts, manufacturers increase the tungsten content. Carbide with the highest tungsten content is used in blades that are specifically designed for cutting man-made materials like melamine, laminates and solid surface materials.
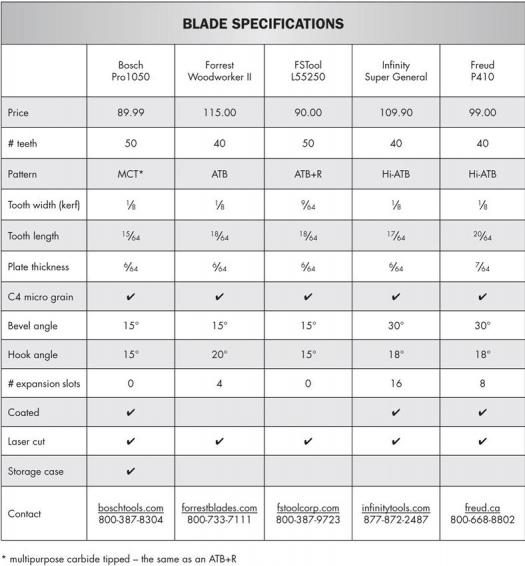
The size of the particles in the composition of carbide is as important as the material used. For a carbide edge to maintain its surface for a long time it must not only be hard and resistant to impacts, but it must be made of extremely fine particles. As the blade is used, pieces will begin to break off the edge of the tooth. If the powder used to form the carbide is made of very tiny pieces, only the very smallest sections of the teeth will break away with the result that the edge will remain serviceable for a longer period of time. If the carbide was made with larger particles then as each one of these breaks away, more of the cutting edge goes with it. All of the combination blades in our chart use C4 carbide, the finest micrograin carbide used in the saw blade industry. The finer the composition of the carbide and the larger the individual teeth, the more times you will be able to re-sharpen the blade before it needs to be replaced. The Infinity and FS Tool blades come with the longest teeth at 13⁄32″, while the Bosch has the shortest at 10⁄32″. The extra 3⁄32″ will give you an extra sharpening or two before the blade needs to be replaced.
Three other factors affect the quality of a blade: the tooth pattern, the tooth bevel angle, and the tooth hook (or rake) angle. The tooth pattern will define how the tooth breaks the surface and what the bottom of the cut will look like. One of the more common tooth patterns on combination blades is ATB or alternate top bevel. All the blades in our chart have this basic grind pattern. The teeth are ground on a bevel with one side of the tooth a little higher than the other. These bevels alternate on every other tooth and this helps the tooth define a clean edge to the cut. A common variation on this theme is the ATB-R (Bosch, FS Tool). Typically there will be groupings of five teeth separated by a gullet. The first four of these teeth are alternately ground with an alternating left and right hand bevel (ATB), while the fifth tooth is a flat topped raker tooth (R) that cleans up any slight irregularity left in the cut.
For most ATB and ATB-R blades, the teeth are ground at a 15° bevel angle. When sharp, this is an ideal blade for the majority of table saw tasks. However on some blades (Freud, Infinity) the teeth are ground at a much steeper 30° bevel angle. This higher angle increases the knife like action of the teeth, reducing tear-out and contributing to a much smoother finish cut, particularly in sheet goods. However there is a greater chance of chipping the end of the teeth.
The teeth are also set at a specific hook angle and this plays a large part in the finish of the cut and the power required of the saw. The hook angle is the angle the face of the tooth makes with a line projected radially from the center of the blade and essentially defines how far forward the tooth leans into the cut. Teeth with an aggressive hook angle require less power from the saw but they leave behind a rougher surface at the edges of the cut. Teeth with a reduced or negative hook angle will require more effort from the operator and more power from the saw; they meet the material at more of a right angle and scrape the material away instead of aggressively carving it out. The combination blades in the chart all have a hook angle between 15º and 20º, which makes for cleaner, crisp cuts.
The number of teeth on the blade also determines the material the blade is suitable for. When ripping material you want fewer teeth spaced further apart for a quick feed rate and good chip clearing capacity. As you move to crosscut blades the number of teeth increases dramatically. With the teeth closer together, the gullets become smaller, reducing their chip clearing ability. Crosscuts generate less material, and because of the cross grain nature of the cut, there is no chance of producing longer fibres that will clog the gullets when cutting. Combination blades strike a balance between the two extremes with between 40 and 50 teeth.
For a blade to provide a smooth cut it must have sufficient mass to remain stable under load. Full width blades result in a kerf of ⅛” and the saw plate must be slightly narrower than this to provide clearance for the sawdust generated when cutting. The thicker the blade, the more rigid it will be. The Infinity blade comes in with the thickest plate in our list at 7⁄64″ with the Bosch being the thinnest at 5⁄64″. The teeth are ground to cut a kerf slightly wider than the saw plate. A flat blade provides a clean accurate cut that needs little if any clean-up; on the other hand, a blade that does not stay perfectly flat as it cuts will leave you with a rough cut showing saw marks that will need to be removed. Several manufacturers also pretension the blades to help counteract this expansion as well, and this can be seen as a faint line around the blade several inches in from the outside edge, just below the expansion slots.
To further reduce heat caused by the build up of pitch and resin, some manufacturers (Bosch, Freud, Infinity) apply a proprietary coating to their blade. This coating acts like the Teflon coating in a non-stick frying pan; it keeps the bulk of the pitch from sticking to the blade. The build up of resin on the blade will marginally increase the width of the teeth and plate causing more friction with the material being cut and by keeping this material off the blade, the result is less heat build-up and a cooler blade that runs true and stays sharper longer. The coating also makes it much easier to remove anything that does adhere to the blade.
The area in front of each tooth is called the gullet. This space helps clear the chips from in front of the tooth. The size of these gullets will depend on the use of the blade. Rip cuts produce more shavings and trap them within the cut longer. As a result rip blades have gullets that are much larger than on other blades. With some wood species, making a rip cut can produce longer fibres which can clog the cut easily and result in extra heat. Without proper clearance for the sawdust, the blade will run hot and the heat will cause the blade to expand and begin to warp under heavy continuous use. When you are ripping a board, the blade will be buried in the material longer than when cross cutting and the teeth are spaced further apart with larger gullets. For a fine crosscut, to maintain the same number of teeth in the cut, the teeth will be much closer together and the gullets will be much smaller, as they are not expected to carry as much material on the tooth’s short passage through the board. Combination blades attempt to reach a compromise between these two options.
As the blade cuts through the material it heats up, and as metal heats up, it expands. Because the cutting occurs at the circumference, the blade will heat up more at the cutting edge than the center. To counter this manufacturers have introduced laser cut expansion slots around the circumference of the blade. As well as providing space for the metal to expand into as it heats up, keeping the blade flat, the slots reduce the noise a blade produces.
Crosscutting and ripping each require different carbide, gullets and tooth design.
When building a project, changing from a ripping blade to a crosscut blade as required for every cut can be tedious. In recognition of this all blade manufacturers produced a combination blade as part of their blade line-up. By combining the best of both worlds they have created a blade that strikes a reasonable compromise between the two. These blades typically have from 40-60 teeth, more than the aggressive ripping blades, but not as many as the fine crosscut blades. The carbide used in these blades strikes a balance between a hardness that allows them to stay sharp when cutting manmade materials like laminates and melamine and the impact resistance required when ripping solid wood. Combination blades are a viable option for woodworkers who make cross and rip cuts in a variety of materials and do not wish to invest in a number of expensive specialty blades. Good quality combination blades such as those listed in the table will cost between $90 and $115. Because these blades strike the best compromise possible to deal with a wider range of cuts, keeping the teeth clean and sharp will go a long way in keeping these blades performing optimally.
To make selecting a combo blade less onerous for you, we put five commonly available blades to the test. The Bosch and FSTool blades have an ATB+R tooth arrangement, with teeth in groups of five, separated by a deep gullet. Both use a standard 15º tooth bevel and hook angle. The Freud and Infinity employ Hi-ATB with a 30º tooth bevel and 18º hook angle. The Forrest ATB blade fits somewhere in the middle with a 15º tooth bevel and 20º hook angle. The Freud plate was 1⁄64″ narrower than the teeth width, while the other plates were a standard 6⁄64″ wide.
All these blades have thick C4 micro grain carbide teeth, and were laser cut. Except for the FSTool, which was 1⁄64″ thicker, all the blades were a standard ⅛” thick. Tooth length varied from 15⁄64″ on the Bosch to 20⁄64″ on the Freud. Three of these blades were coated (Bosch, Freud and Infinity). Neither the Bosch or FSTool have expansion slots, while the Infinity has a whopping 16. Only the Bosch came with a storage case, which serves to protect the blade when not in use and when sent out for re-sharpening. We inspected the blades visually, and all appeared to be well made with clean laser-cut bodies and expansion slots. The teeth grinding looked accurate and consistent, and the brazing clean and regular. The arbour holes were precisely cut, as all the blades fit snugly on the arbour with no discernable slop.
The only way to tell how well a blade performs is to use it. We tested the blades on a SawStop contractor saw, which has a 1 ¾ HP motor wired for 220V. Before testing we checked the saw to ensure that the rip fence and miter fence were properly aligned and that there was no discernable arbour run out. The tail end of our rip fence is slightly toed out – the width of a couple of sheets of paper. We didn’t use a zero-clearance insert (ZCI) when cutting the sheet goods, as the SawStop has a throat plate that has a very narrow blade clearance. However, if you have a standard throat plate on your saw we highly recommend that you make and use a ZCI when cutting sheet stock, or when ripping very narrow solid stock (see “Shopjig: Zero Clearance Insert”, Feb/Mar ‘08, Issue #52.) We hand fed the stock as fast as the saw could handle it without taxing the saw. In our test we made each of the same cuts five times, selecting the final cut to examine. We opted to test the blades on 2″ oak and fir, and ¾” birch plywood and ¾” melamine, four common shop materials.
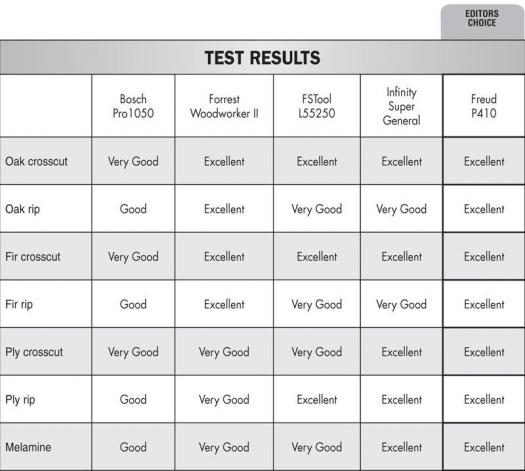
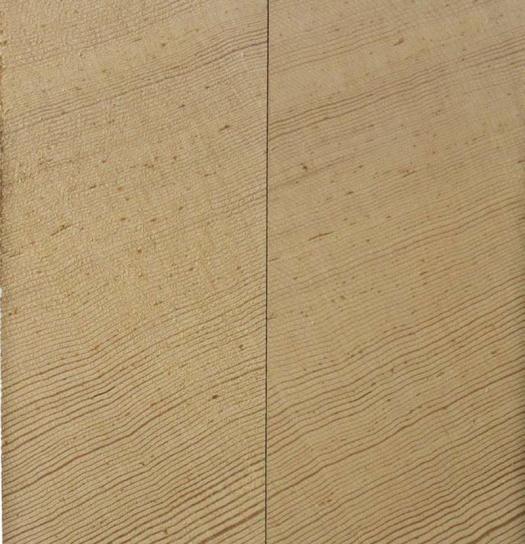
We decided to rate the cuts in solid wood as follows: Excellent – minimal or no blade marks, leaving a silky smooth surface; Very Good – blade marks that would require very light sanding or hand planing to remove, or a quick pass with a card scraper, but still a very smooth surface; Good – blade marks that would require somewhat heavier sanding or planing, with a noticeably rougher feeling; Poor – a rough surface that would require a cleaning pass on the jointer.
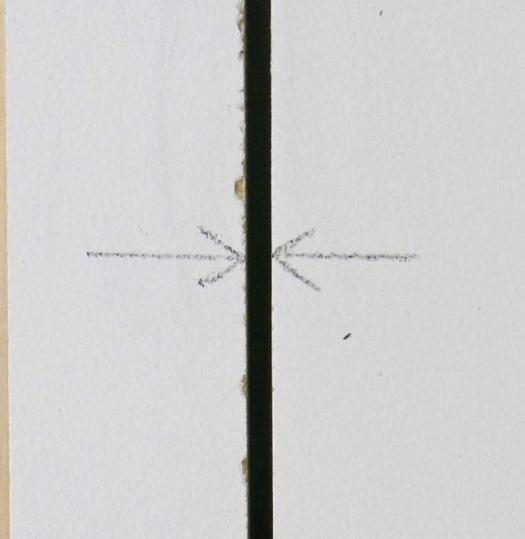
For the sheet goods, our rating consisted of: Excellent – no tear-out on the top or bottom sides; Very Good – no tear-out on the top side and minimal tear-out on the bottom side; Good – minimal tear-out on the top or bottom sides; Poor – an unacceptable cut on top and bottom.
The Freud blade was clearly the most impressive blade in the group. It performed flawlessly on every cut, producing mirror like surfaces. And at just under $100 it gives great value for your money. It is no surprise that the Infinity fared almost as well as the Freud, as they have similar tooth designs. The finish left on rip cuts by the Infinity was only marginally inferior to the Freud. It’s priced a tad over the Freud, and currently there are no Canadian dealers (you can order direct from Infinity Tools). Still, this is an excellent choice. The Forrest blade performed just as good as the Freud and Infinity in all cuts except on plywood and melamine where its results were only marginally less stellar. The FSTool and Bosch blades are similar in design, with the FSTool performing somewhat better than the Bosch, particularly in crosscuts.
When interpreting these test results bear in mind their inherent limitations. Your results with any of these blades should be relatively similar to our results but don’t expect them to be exactly the same. The particular saw you are using, the material you are cutting, the length of the cut, and your comfort level are all contributing factors to the quality of the cut. Also bear in mind that the saw blade industry is very competitive. Leading manufacturers adopt the latest technologies and materials to maintain, and expand, their market share.
If you want a blade that gives exceptional results in solid stock and sheet goods, then look to the Freud or Infinity blades. If you don’t use a lot of melamine, then the Forrest blade will give just as good results. If you’re looking for a good economical blade, and can live with the occasional foray to the jointer for a bit of cleanup work, then either the FSTool or Bosch are good choices.

Clean blades cut better, run cooler and last longer. Before you grab a brush and cleaner inspect your blade. If you find any broken or missing teeth have these replaced by a saw filing service. When cleaning your blade you should only use a brass brush, anything harder and you risk damaging the teeth and cutting edges.
There are many commercial and homemade cleaning solutions available to choose from. If your blade has a coating, be sure that the cleaner you will be using is compatible with the coating. A longstanding home solution has been to use a spray-on oven cleaner to remove build-up and pitch. However, these cleaners are very caustic and studies by Freud have shown that these cleaners attack the binder in the carbide and the special brazing that holds the teeth to the plate, which could lead to failure of either at speed.
Teflon coated blades can usually be cleaned safely with most commercial products designed for the purpose; Freud has also found that on their coated blades, soap and water will handle light cleanups while a soak in kerosene overnight will loosen any stubborn pitch. Tests with Simple Green cleaner have also been effective. Purchase a round food container just slightly larger in diameter than your saw blade to serve as a soaking basin and permanently mark it for shop use so it is not inadvertently returned to the kitchen.