TIPS & HOW TO
Sanding is a piece maker

Mark Salusbury

Take the drudgery out of sanding and realize the full potential of your projects.
So you’ve just made a pretty nice piece and are about to begin the worst part of the job; the part that chokes you and your shop with dust, making you cough and gag and your eyes blur and tear. The part you never wanted to do, the part you want to get over with a fast as possible so you can get on with wiping on some nice shiny finish. The part you’ll curse as soon as the finish is on because you know you’re going to see ugly dips and sanding scratches. Dammit, that sanding wrecked the whole piece. It doesn’t have to always go that way.
Woodworkers of all types should understand the techniques and steps so that taming the wood’s fibres easily produces great results. While this article is geared mostly to woodwork crafted at the lathe, the art of effective sanding is applicable to all types of woodworking; the principles and understanding are the same, only the tooling changes.
In my shop, sanding is a refining process I enjoy. Applied in stages, sanding will reveal the subtle grain and natural beauty of the wood, while blending the planes in the surface profile of my workpiece. Magically, in my last pass with my finest grit, the piece comes together just as I’d wished when I started making the piece.
The key elements to a good result are cleanliness, lots of good lighting, fresh/sharp abrasives and good technique. To make sanding a more pleasant part of my experience, I’ve adopted some pretty common sense approaches, which I’ll share with you. It all starts at my grinder …
A Fine Beginning
A well-dressed and balanced wheel on the grinder allows me to shape my turning tools to a keen edge, an effective shape and a bevel angle appropriate for the inner or outer contours I’m going to turn. Thus, I can do a finer job of shaping smooth, consistent surfaces with less tear-out, reducing the time spent sanding to correct mistakes.
When making cabinets, the same grinding wheel produces a fine bevel on my plane irons and chisels, which I then refine to a keen edge on my sharpening stones. Even twist drills are sharpened at the grinding wheel.
Sharp tools means no tear-out, which means no wood filler and really easy sanding.
Cleanliness
Once I’ve turned the profile and details as close as I wish with my tooling, I begin sanding. But first, I position my dust collection to draw in the dust as it leaves the piece before it becomes airborne in my shop. A funnel-shaped dust “hood” tapering down to a port where my dust collector attaches is located just an inch or two away from the workpiece so that almost all the dust is drawn away as soon as it leaves the work surface.
If I’m sanding furniture or cabinet parts and assemblies, I turn off fans and close windows to create “dead” air. Hand sanding is done calmly and purposefully so as not to fling dust into the air, followed with a shop-vac cleanup after each grit. Sanding with a powered “random orbital” or “palm” hand sander is done with attached dust bags or, better still, vacuum take-off. A down-draft table is nice too, sucking dust down and away instantly. Any steps that can be taken to remove dust at the time it’s produced will make sanding more effective and much more pleasant.
I also wear a “clean” dust mask, not some ratty relic lying loose under a bench, permeated with lord-knows-what from months of casual use around the house and yard (don’t ask how I know about such things). A clean, fresh mask made to fit well around mouth, nose and eyes and work with eyeglasses (so I can see what I’m sanding in detail) and designed for fine particulate dust. 3M 8210 particulate respirator N95 comes in boxes of 20 disposable masks.
Lots o’ Lumens
While turning, I’ve been merrily working under general shop fluorescent lighting plus the daylight streaming in through the shop windows, but now I need to see my work surface in detail. Did I mention that before? I position two flexible-necked, magnetic-based task lights on my lathe, above and behind the work surface so I can inspect the surface I’m working on with incidental or refracted light. Each sports a 40-watt “rough service” incandescent bulb. (Quartz halogen bulbs don’t work because the filaments vibrate). Thus, I can see the tiny shadows on the surface resulting from the plagues of the craft: an inconsistent profile, grain tear-out, sanding scratches left from a previous grit.
Refracted light is just as important for a good result when I’m making casegoods or furniture. A clean, soft light source located behind the surface being sanded lets me see dips, rough grain, tool marks and sanding swirls much better than a simple overhead light ever will.
For this discussion, let’s imagine I’m at my lathe, turning and finishing a shallow, open dish/bowl about 16″ in diameter and 2″ deep. The piece is mounted by its foot in the chuck, the outer profile is turned and the inner surface merely roughed out to get the piece in balance as it revolves on the lathe.
True grit
There’s a lot of different sanding media out there but I’ve found the best value in dry lubricated (stearated), open coat, aluminum oxide sanding discs.
Personally, I like Norton A-275 series Norgrip paper discs. (nortonindustrial.com). I buy boxes of 50 hook-and-loop discs, in grits from 80 through 1000. I use 3″ discs on both 3″ and 2″ backing pads.
I use a fresh set of discs for each piece I turn; with larger pieces I use a fresh set for the outer surface and another for the inner surface. On average, I use about $2.45 worth of abrasives in most of my pieces, based on approximately $0.35 per disc.
For benchwork, I’ve settled on Carborundum “Premium Red” dri-lube paper in 9″ x 11″ sheets (carborundumabrasives.com), which I buy in 100-sheet sleeves from industrial suppliers. 3M also make a good product in their “3X” series, which is broadly available in smaller packs at many home centers and hardware stores. Both products cut well, are long-lasting and created to resist clogging for maximum effectiveness.
Cheap trick #1 — I buy “back-up pads” that are (a) a few millimetres smaller in diameter than my discs, (b) acutely tapered from the hook-and-loop surface back toward the arbour and (c) the flexible pad must be made of firm, closed-cell foam, not spongy foam rubber.
Thus, I can sneak the edge of my sanding discs into tight spots on the workpiece and the firm yet compliant pad can be controlled to produce averaging pressure without rounding over crisp details.
My preferred back-up pads are distributed by Klingspor Engineered Abrasives. The 3″ size is part no. 304891 and the 2″ diameter pads are part no. 304892. Both have a ¾” thick pad and ¼” drill arbour.
The Klingspor Engineered Abrasives website is klingspor.ca and they can be contacted by e-mail at sales@klingspor.ca or you can call them at (800) 363-2964 for a dealer near you.
Practically smooth
Sanding generally begins at 120-grit or with whatever grit is the most effective given the surface and material I’m dealing with. With the lathe revolving at my last turning speed and my reversible, variable speed drill at full speed (2400 RPM), I begin sanding the outer surface of the piece by contacting it as close to the foot as safely possible, with the top third of my 3″ sanding disc, keeping the disc contact patch as close to parallel with the lathe bed as I can. I take a firm and steady pass from the foot to the rim, inspecting the surface as I go, blending until the revolving surface appears consistent in shade. This usually requires two or three controlled passes. I then stop the lathe and inspect closely for tear-out etc.
Next, I put my lathe and drill into “reverse” and take similar passes, this time from the rim down to the foot, followed by more stationary inspection.
Any disturbing torn grain or sanding marks are then dealt with by spot applications of power and/or hand sanding until the surface is to my satisfaction with that grit. If power-sanding, I contact the work surface with as much of the sanding disc as I can while making sure the disc edges never touch. I keep the disc moving at all times, often varying the drill’s speed as I sand. I’m trying to remove the affected area while blending it into the surrounding area, avoiding creating heat, which will irreparably deeply craze the wood.
On the lathe or at the bench, the principal objective is to cut the wood’s fibres cleanly from multiple directions, so they’re cut and left “standing up,” then cut again in the opposite direction, always favouring the grain’s direction.
Cheap trick #2 — A second hook-and-loop backing pad is a great way to hand-sand as progress through the grits. The disc removed from the backing pad on the drill is applied to a second one, hand-held, offering me as much concentrated or generalized surface as want for any application.
I then reverse the lathe back to normal rotation and take one last blending pass to create a uniform sanding pattern on the work surface.
I’ve found that once the surface has been “tamed” with this grit, the time-consuming part of sanding is over. From here on it’s a matter of smooth, flowing application of the sanding disc and perhaps a bit of hand-sanding with each grit to break up the sanding pattern from the usual swirl produced while the piece is revolving on the lathe.
Are We There Yet?
I repeat this process through each of the following grits in succession: 180 then 240.
For furniture or cabinetmaking, I quit at 180-grit to provide “tooth” for my choice of finishes, then use 240 grit and no finer to refine my finish coats. For lathework, it’s…
… decision time.
If it’s to be a functional piece, I’ll often quit there in preparation for an oil and wax or hand-applied food-grade varnish finish. If I’m making something more decorative, I’ll go on through 320, 400, 600 and even 800 grit to prepare for building a finer varnish finish.
With each grit, the piece gets sanded revolving first forward then reverse. With each change to a finer grit, I lower the lathe’s and the drill’s speed. If I’ve begun sanding with the lathe at 750 RPM, I finish sanding with the lathe turning at the lathe’s slowest RPM.
Next I do a final fine ‘detailed’ inspection to make sure I got all the imperfections, have no evident torn grain, pits, tear-out or residual sanding scratches left from any previous grits. If there are, I have to go back and deal with them by going back as many grits as it takes to methodically eliminate the imperfections and blend all to a uniform surface. This almost never happens … I catch all the imperfections way back at my first grit.
Last, the Lustre
Finally, I burnish the whole surface using the last grit I sanded with (except if I sanded to 800-grit). I put my lathe and drill speed back to the highest speed I began with and take one last, controlled, uniform, series of passes from foot to rim, rim to foot then foot to rim again, and that’s it. This step takes no longer than a few seconds in total but will add a sheen to the surface that my finish of choice will ‘pop’ in a minimum of coats. If I sanded to 800 grit, I burnish with a fresh disc of 1000 grit.
Goin’ In
Now that the outer surface is sanded and burnished, I turn the inner surface of the piece to a consistent wall thickness and begin sanding it, employing the same grits and steps as I did on the outer surface. Here, though, with the lathe running in its “normal” direction of rotation, I contact the surface about two inches to the “left’”of the vessel’s centre and, with a slow, sweeping pass, I pan across with the vessel’s centre and away to the far inner rim. With each successive pass, regardless of grit, RPM speed or direction of rotation, I always pan across the center of the piece slowly and deliberately to avoid dimpling the center and sanding too little here.
After each grit, with the lathe stationary, I close my eyes or look away while lightly panning my finger tips across the surface, feeling for any undulations or irregularities. I then do a close visual inspection with plenty of strong, incidental incandescent light or direct incidental sunlight, looking for sanding scratches.
This tactile then visual inspection is also an important step in my cabinetmaking, allowing me to fully appreciate the surface I’m preparing and enjoy the wood’s grain, figure and texture, for the first time as purely free of “the maker’s marks” as it can be.
Once again, spot power-sanding followed by blending and/or hand sanding will perfect the surface. Here’s where the 3″ disc on a 2″ backing pad works well.
Cheap trick #3 — The centre of a 3″ disc is often left unused. By centering a “previously enjoyed” 3″disc on a 2″ backing pad, I create a “flap” disc, which conforms to the concave inner surface of the vessel. The unused center of the disc sands and blends while the rim of the disc flaps freely, creating a soft irregular pattern devoid of harsh swirl marks.
Now that the inside is sanded and burnished, I flip the piece around, chuck it by the rim and turn, detail and finish the foot to suit the rest of the piece and blend it into the surrounding surface using the same techniques as elsewhere. Here’s one spot where “cheap trick #3” works well.
Now I’m grinning with satisfaction, admiring a smooth lustrous form, ready for finish. It took a few minutes to achieve this result, no mess, little work at all and it sure was worth it!
Photos credit: Mark Salusbury
Two of Your Best Friends When Sanding
By using a dust hood and extra lighting, your sanding will go much better.

A Good Surface Starts with a True, Sharp Grinding Wheel
Sharp tools will reduce tear-out, making the sanding process easier.
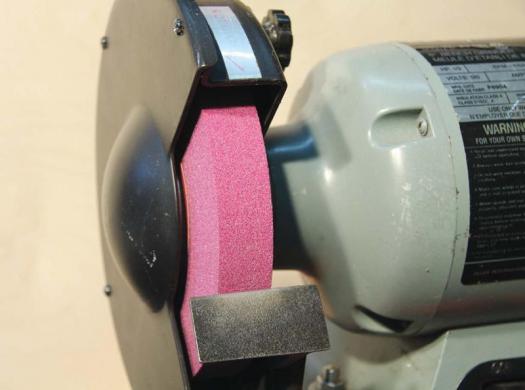
Dress to be Sharp
Grinding wheel dressers keep your grindstone clean, flat and sharp.

Protect Your Lungs From Dust
Use a clean, well-fitting mask that’s rated for wood dust when sanding.

Collect Dust at its Source
To assist in keeping the sanding dust to a minimum, a downdraft table is perfect. You can make your own or purchase one. (Photo by Rob Brown)

Choose the Right Pad
The right equipment always helps. In this case it’s a sanding pad.

Keep Things Fresh
You will go through lots of sanding disks because you should always work with a fresh abrasive surface.

Outside First
With the lathe and drill turning, start sanding the outside.

Fewer Scratches
Holding the pad and lightly hand-sanding with the grain reduces cross-grain scratches.

Move Inside
With the outside of the turning complete, start working on the inside of the piece in a similar fashion








On the right side of the image captioned “Move Inside” is my at-source dust collector powered by a 3hp cyclone. Dust collection is paramount, insuring good health, visibility, and enjoyment of the craft!