TIPS & HOW TO
Curved panel veneering

Marty Schlosser

Tired of the look of flat doors on your cabinetry and furniture? Maybe it’s time to incorporate curved panels into your woodworking. It’s not that hard, and it adds a whole new dimension to your woodworking.
My interest in curved panel veneering began several years ago when I decided to add curved panel doors to an entertainment cabinet I was designing. Originally I decided to make coopered doors, which I felt would add an exciting design element to the cabinet. However, I quickly realized that they would require a significant investment in both time and materials. After some research I decided to try making the curved panels with a vacuum veneering system. A vacuuming system is quite affordable for the small shop, is easy to store in a small space when not in use, and more importantly, enabled me to quickly and efficiently make curved panels. In this article I’ll describe the equipment required and walk you through the process I follow in making these curved panels.
What You Need
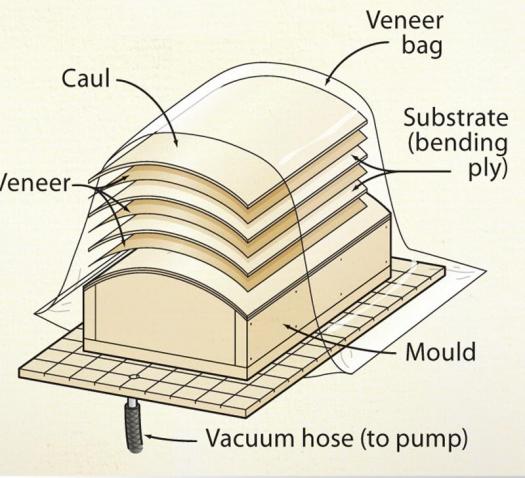
Vacuum veneering requires three basic things: a mould upon which the veneered panel will be formed, a bag into which the mould and panel materials will be placed, and a pump to generate a vacuum inside the bag. Fortunately, manufacturers have responded to the demand for vacuum veneering and offer kits and systems that are both reliable and relatively inexpensive, vacupress.com or vac-u-clamp.com. With it you can achieve consistent, predictable results quickly and easily.
The vacuum pump displaces air from the bag, resulting in the surrounding air pressing on the bag evenly, with a pressure of up to 2000 lbs. per square foot (14 psi). These two factors (high and even pressure) are what makes vacuum veneering work so well. The vacuum press does an exceptional job on both flat and curved pieces alike. Any cabinetmaker who has used mating forms (male and female profiles) with clamps, would certainly appreciate the ease of accomplishing this task with a vacuum press.
In the vacuum press only one part of the form is needed, and no clamps at all. Standard veneer bags are in the 4′ by 8′ range, though much larger bags are available.
Anatomy Of a Curved Panel
Similar to a sheet of flat plywood, a curved panel consists of two sheets of veneer laminated to an inner core. The inner core, which provides both shape and strength to the panel, is made of two or more pieces of bendable plywood with a sheet of inexpensive veneer between each sheet of plywood. Epoxy or urea formaldehyde glues, veneersystems.com, are used to bond the veneers and plywood pieces together so they don’t return to their original flat state when removed from the mould.
You can make your own shop-sawn veneer, which can match your solid stock perfectly. All you need is a well tuned bandsaw and a sharp blade. With a little bit of practice you can quickly and easily re-saw wide boards into ⅛” or 3⁄16″ thick veneers. The width will depend upon the capacity of your bandsaw. However, you may wish to forego the relatively time-consuming and challengefraught process of making veneer sheets by purchasing commercially made veneer. Some suppliers, forloversofwood.com, carry 1⁄16″ or ⅛” thick solid veneer. These veneers are available in common domestic woods like quarter sawn and flat-cut cherry or oak, and in imported common species like mahogany and sapele. Also available are paper-backed veneers, which are ideal for the first-time user or those who want to bypass the challenges of making their own veneer sheets.
The Mould
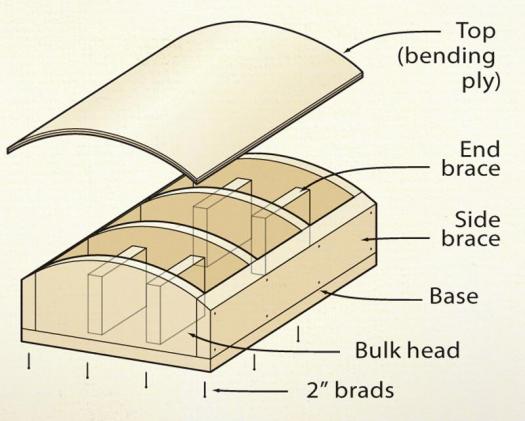
Once you have determined the size and shape of the panel you require, you need to make a mould. Bear in mind that bendable plywood can only be bent so far before breaking: a 4mm (5⁄32″) thick bendable plywood has a 16cm (6.3″) bending radius as compared with 40cm (15.7″) for the 8mm (5⁄16″) material, so plan your panel’s shape accordingly. I use ⅝” thick MDF for both the base and the bulkhead sections of the mould, and cap them off with two layers of bendable plywood – the same material used in the panel’s inner core.
Regardless of which thickness of plywood you use, you need to cover the bulkheads with no less than 16mm (⅝”) of plywood to ensure the mould can withstand the approximate 14 psi pressure created inside the vacuum bag.
Begin by making a full scale drawing of the panel, showing both top and side profiles. The side profile drawing makes it easier to determine the shape of the bulkhead pieces, as you need to account for the thickness of the mould’s bendable plywood cap. You also need your mould to be about 2″ taller and wider than the panel’s final size, because the vacuum bag can’t fully draw down to the base of the mould – there’s usually a ½” or so gap along the edges. Once you’ve got the mould’s profile shape down pat, make a master template of ½” plywood or MDF, which you can use with your router to quickly duplicate the required number of bulkhead sections. Because the mould needs to be quite rigid to withstand the pressure that the veneer vacuum generates, you’ll need one bulkhead every four to five inches. Trace the profile onto the master template material and carefully cut it out on a bandsaw or jigsaw. Remember to cut outside of the line; ⅛” to 3⁄16″ works well, as most routers can readily remove that amount of material without difficulty. Follow up by final shaping with hand tools. I use a rasp to quickly get close to the line, then sandpaper to bring it to the final profile. Be as exacting as possible, and if you make a mistake and get inside the line, be willing to start over. Remember, this master template determines the shape of your panel, so you need to get it right.
Use the master template to lay out the bulkhead sections on a sheet of ⅝” MDF, and then cut them out with a bandsaw or jigsaw. Again, ensure you cut outside the layout line. Proceed with routing the bulkhead sections to their final shape. I usually fasten the master template to the rough-cut bulkhead blanks with two 1” pins, but two-sided tape works as well. A ½” diameter template bit mounted in a router table does quick work of trimming the edges; it allows for more control over the process than does a handheld router.
The bulkheads can now be fastened to the base using PVA glue and 2″ brads. Be sure to brace the outside bulkhead sections to the adjacent bulkheads using MDF scraps located every 6″ along the length of the bulkhead. Without this bracing, the pressure could cause the mould to cave in at the sides. Once the bulkheads have all been fastened down, cover them with bendable plywood. I usually do a dry fit of the plywood, just to ensure it will fit properly. Once satisfied, go ahead and put glue on the tops of the MDF bulkheads, and then fasten the first piece of plywood using brads. Start at one end and work your way to the other end, taking care to ensure the plywood fully contacts the bulkheads at all locations. Continue doing this until the required 16mm (⅝”) minimum thickness of bendable plywood has been fastened securely. Check the plywood surfaces to ensure they’re all smooth, and then sand away any imperfections.
Now is a good time to write the project name and location of the panel on your mould for future reference; you’d be surprised how challenging it can be to locate the right mould once you’ve got a number of them stored in your shop. Also, mark center lines on the top and sides of the mould; these will be used for lining up the panels as you go along. To keep glue from sticking to the mould, you can cover it with a thin sheet of plastic or else varnish it.
Panel Inner Core
The inner core (substrate) provides most of the panel’s strength and shape, so it’s important that it be made of enough layers of flexible plywood and veneer sheets to do its job. Unless the panel is very simple, I usually glue up the inner core first, then, once it’s dry, do a separate glue-up to apply the face (front and back) veneers. This greatly simplifies the process.
Using a piece of string or a flexible tape measure, take measurements directly from your mould to determine the width and length of the inner core materials. These materials should be cut approximately 1” narrower and shorter than the mould, to ensure the press will hold them down firmly while they are drying. This will give you enough material to work with when it comes time to trim them to their final dimensions. Once you’ve cut your flexible plywood sheets and inner veneer sheets to size, clearly mark each face and the corners, so you’ll remember their correct order and alignment as the glue-up progresses.
In addition to the plywood and veneer sheets, a caul sits on the sheets as they are being glued together in the press. A caul helps even out the pressure across the outer face of the panel as things are drying in the vacuum press and also keeps any glue squeeze-out from sticking to the inside of the vacuum bag. Cut your caul approximately ¼” wider and longer than the sheets being glued up. For a very shallow curve, with a 6” radius or more, you can use inexpensive melamine sheets. For a tighter radius curve you can use a flexible mesh known as Evacunet, vacupress.com, as a caul in lieu of the melamine.
Preparing For the Glue-Up
To make clean-up easier, lay down a plastic drop cloth on your workbench or table and set a container of water with clean-up rags ready to go if any glue drips. Before starting the glue-up, it’s always a good idea to do a dry run of the process. This not only ensures you’ll be able to efficiently get things into the bag before the glue begins to set, but affords the opportunity to check that the vacuum pump and bag are working properly before committing to the glue-up. Place your flexible plywood sheets and inner veneer sheet(s) together, lay the caul on top of the stack, and then tape them in the middle to keep them properly aligned with one another. Place this bundle on the mould in the position they will sit when you do the process using glue. Once you’re happy with the positioning of the sheets, using those lines you put onto the top of the mould as a reference, draw corresponding lines on the edges of the sheets and mark one end to ensure you will get it in the right way when you are ready to do the actual glue-up. Make sure there’s no sawdust on the plywood or veneer sheets, or they may not bond well to each other. With someone helping you out, slide everything into the vacuum bag and seal it up. Connect the vacuum pump to the bag and turn it on. If your mould is taller than 8″, you may wish to help the process along by first using your shop vacuum to extract excess air from the bag. As the vacuum begins to draw down the bag, you may find that the bag starts to develop creases or small folds. This is normal. As long as these aren’t on the panel, you can leave them be, otherwise turn off the pump and allow enough air back in to enable you to straighten the bag out, smooth the creases down and continue drawing down the vacuum. You may also need to assist the process along to ensure the panel sections are being drawn down together and that no parts of the bag get drawn underneath the stack or between the individual sheets of plywood or veneer.
The Glue-Up
Once you’re happy with how everything works, turn the pump off, take everything out of the bag and remove the panels from the mould so you can start gluing them together. A few words regarding gluing panels together are in order. First, understand that most urea formaldehyde glues are carcinogenic and therefore require you to wear an appropriate mask and protective clothing (gloves, safety glasses and long-sleeved shirt). Second, the open time for these glues is quite narrow – usually 40 minutes from the time you add water or the hardener – so you have to be prepared to work quickly. Again, that’s part of the reason for doing a dry run. Third, make sure you are on the generous side when you calculate the amount of glue needed, as you won’t have the time to stop part way through the process to mix up more glue.
Lay your panels at the ready for the glue-up, making sure to mark clearly on each panel which sides need glue to be applied – and which don’t. Once you’ve got everything ready, don your protective gear, mix your glue, and spread it on using a tooth-edged glue spreader followed up by a short-napped paint roller to even out the glue. Because bendable plywood is so porous and will absorb a lot of glue, I usually apply glue to all the plywood facing surfaces. This usually isn’t required for the veneer sheets, unless they are especially porous. Place the sheets together as soon as the glue has been applied, making sure you’ve got them aligned properly and in the correct sequence. Once all panels are together, lay the caul on top of the stack and tape them at the center. With your partner’s assistance, place the bundle onto the mould. Align the marks on the panel edges and top with those on the mould, ensuring the bundle is facing the right direction. Slide the now loaded mould into the vacuum bag, seal the end of the bag, then begin drawing the air out. As you did during your dry run, deal with any creases or folds that may reveal themselves and make sure the panels all draw together and are eventually sitting fully on the mould. Be willing to stop the process at any time to make corrections if you sense that things aren’t aligning properly… but be quick about it as the time is ticking away and the glue is drying.
Leave everything in the press until the glue has fully set – usually overnight – then remove the loaded mould from the bag. If everything’s gone right, there should be very little, if any, spring back to the panel. The greatest challenges are now behind you.
Applying Face Veneers
Applying the face veneers is much easier than making up the inner core, as there’s so much less to contend with. As was done when making the inner core, first clearly mark each veneer sheet to indicate their correct alignment as well as their inside and outside faces. Be extra vigilant, as few things are more frustrating than finding out when it’s too late that you’ve somehow glued a sheet on upside-down. I always work from the inside out and glue on the veneer sheet that faces the mould first. Once that sheet has been set on the inner core, with your assistant’s help, turn it over and onto the mould. Glue the remaining veneer sheet onto the stack, again making sure everything’s aligned properly. Then tape the caul back into place. Proceed with loading the veneer bag just as you had done before with the inner core.
Dealing With Edges
For drawer fronts, doors, and the like, where the edges of the panel will be exposed and you don’t want the veneer to show, you have two options. Either apply veneer to these edges once the panels have been glued up, or make solid edging the same thickness as the inner core and apply it to the edges of the inner core before applying the face veneers. This latter process requires a separate glue-up on the mould to make these edgings, but to my way of thinking, looks so much more professional.
Trimming the Panel to Size
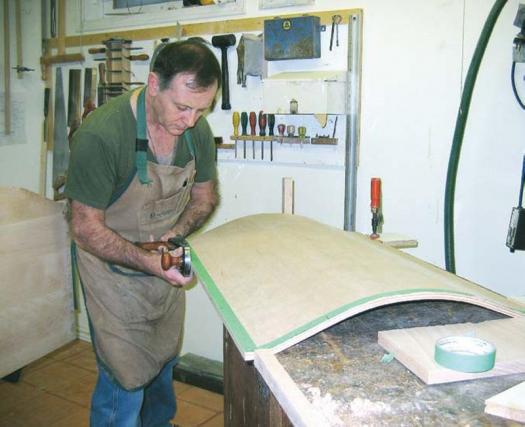
If you’ve been careful in building your mould, you can use it to cut your panel to the required size. Assuming the straight edges of your panel are parallel to those of your mould, you can trim those edges to size using your router and a pattern bit. The final dimensions of the other edges can usually be marked off while the panel is sitting on the mould, and in all cases, can be cut using the mould as the edge guide.
I hope that this introduction to vacuum veneering has kindled in you the desire to add curved panels to your design repertoire. There are a lot of steps involved in the process, but none are overly complicated. Once you’ve made a few panels, you’ll wonder why you didn’t attempt it long ago. I know I did.
Anatomy of mould
Place panel in bag

Remove panel

Stack veneer atop mould
Use mould as guide to trim panel edges

Plane panel edges







David, I’m not aware of any, but am certain that there must be a few. I’d suggest you Google the topic and see what comes up.
Marty
Do you know a company in Canada that makes curved plywood panels 3/4″ thick to various curve degrees? If you do can you pleasegive me there names?
Wonderful article Marty, thanks for sharing your knowledge with us….Regards, Rod