PROJECT
Wedding Goblet

Allan Cusworth

Find more Woodturning projects
This goblet with its two captive rings on the stem, symbolizes everlasting love between a bride and groom, and signifies a strong bond for the couple’s future.
Wedding goblets follow a tradition deep rooted in medieval history, dating back centuries. Today, they still remain popular for weddings, but are also used to celebrate anniversaries and other special occasions. They are very often engraved with commemorative names, dates, and other special event details. Used as ceremonial vessels, they become valued mementos of the occasion.
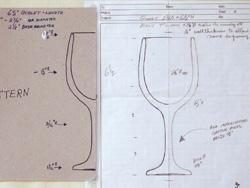
A good place to begin making a wedding goblet is by drawing rough sketches of goblets – fat ones, skinny ones, tall ones, and short ones. It is a good idea also to observe the shapes of glass and ceramic goblets and decide which design appeals to you the most. I prefer a shape that is roughly two-and-a-half to three times higher than it is in diameter, with the widest diameter of the goblet cup located about one third of the distance from the top to the base. Some say this follows a natural design principle called the ‘Golden Mean’, but I just think it looks appealing to the eye. Choosing a design is very personal; other shapes can look appealing as well.
Once you have settled on a design, draw a half-profile pattern of the goblet’s shape at the edge of a piece of stiff cardboard. You can use some other more permanent material if you want to make a number of goblets the same size and shape. Put all the dimensions and other design notes on this pattern. It’s not necessary to draw the captive rings on the pattern, just make sure the dimensions are written down so you can refer to those notes when it’s time to make them. This pattern will be used to transfer the design details to the wood blank on the lathe.
Wedding Goblet
Select and Prepare the Block
Select a piece of dry hardwood such as big leaf maple with no higher than an ‘AA’ figure. A higher figured piece of wood reduces the ability to read any engraving that may be applied to the finished goblet. The piece of wood should be at least ½” longer and 1″ larger in diameter than your goblet. It should not contain the pith (centre core) of the tree it was cut from, as the pith would increase the tendency of the wood to change shape during, and after, turning the goblet. The goblet I am making for this project will be about 6 ½” high by 2 ¾” to 3″ in diameter.
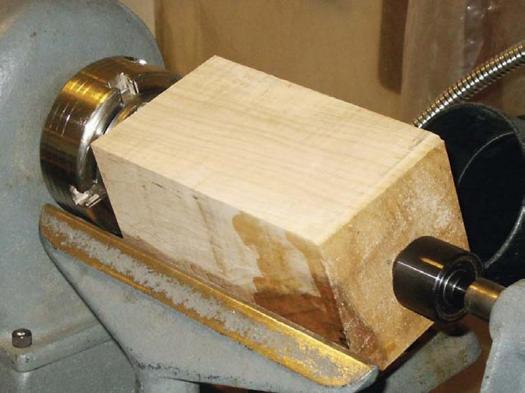
Prepare the block for mounting by locating and marking the centers in each end and making a dimple for a four prong spur drive center, and the tailstock live center. I used a spur drive center that I mount in my four jaw chuck to make the goblet in this project but any drive center in the headstock will work. Note that the base of the goblet will be located at the tailstock end of the lathe for this part of the project.
Mount and Rough Out the Block
Mount the block securely in the lathe between centers. Then place the tool rest parallel to the ways of the lathe, about ¼” from the closest corner of the block, and high enough so the cutting edge of the spindle roughing gouge will cut at or just above the center axis of the block. The lathe speed should be set to about 600 to 1000 RPM. Make sure that you turn the block by hand to make sure it doesn’t hit anything.
Round off the block with a spindle roughing gouge to form a cylinder that is larger in diameter than the outside diameter dimension on the pattern by about ⅜”. This extra wood will be needed to true up the block later. Square off the block at the tailstock end. Be careful not to cut off too much wood or the block will be too short. Cut a tenon on this end to fit your particular four jaw chuck. It is important to have a good fit here since we will be creating quite a bit of stress when we hollow out the goblet cup later. The turning blank is now a cylinder. Reverse the cylinder in the lathe and mount the tenon firmly against the jaws of the chuck. Then bring the tailstock up to support the blank. To work safely you should use tailstock support whenever possible. True up the outside diameter of the cylinder using 1″ skew or a ½” spindle gouge. Then square off the end at the tailstock. Cut in as close as possible to the center; the little bit that is left will be cut off later.
Transfer the Pattern
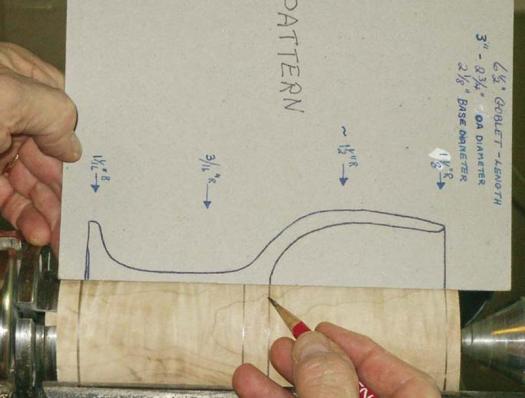
Transfer the pattern design to the cylinder using the half profile pattern you made earlier. With the lathe stopped, hold the pattern against the top of the cylinder and make pencil marks at the places where the top lip, the bottom of the base, and where any critical diameters are to be located. Also mark where the inside bottom of the cup will be. With the lathe still set at a slow speed, turn it on and hold the pencil at each mark to create a ring mark around the cylinder. We now know exactly where to start cutting as we make our goblet.
Shape the Outside of the Cup
Set a caliper to the outside diameter of the goblet cup. Using a 1″ skew or a ½” spindle gouge, turn the cup part of the cylinder to just proud of the pattern dimension. Leave the ring mark that shows the location of the bottom of the goblet cup to prevent accidently making the outside diameter of the cup too small. It also provides a sight line to work from when developing the final outside shape.
The lathe speed can be increased to around 1500 RPM at this point. Start to shape the outside of the goblet cup, creating a smooth curve towards the lip. Turn the top lip area to the dimension on the pattern, 2 ¼” diameter, and use a caliper set to 2 ¼” to check the measurement. Make sure that all design lines flow smoothly.
Start the curve of the bottom of the cup using a ½” spindle gouge. This creates a sight line to follow when hollowing out the cup later. It is necessary to leave the diameter at the top of the stem quite large to support the cup and reduce vibration when hollowing.
Hollow the Inside of the Cup
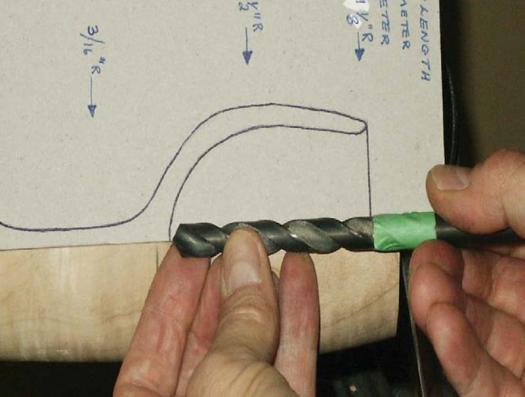
Before starting to hollow out the inside you should drill a hole down the center to mark the depth. Simply mount a longshank standard ⅜” drill bit into a handle, and place a piece of masking tape on the shank of the drill at the depth measurement shown on the pattern. Remove the tailstock so that there is no chance of an elbow injury by hitting the point of the live center. Position the tool rest across the face of the cylinder and remove the little stub with a spindle gouge. You could use a small saw to cut it off before positioning the tool rest. True up the face, and cut a dimple at the center with a 1″ skew or spindle gouge. Make sure that the tool rest is positioned so that the point of the drill is dead center of the dimple just made and drill the hole up to the masking tape.
Another way to drill this depth hole is to follow the same process using a drill bit in a Jacobs chuck mounted in the tailstock quill.
Re-position the tool rest height and hollow out the cup of the goblet using a sharp ½” bowl gouge. Always cut from the center to the edge of the cylinder so that the cutting is supported by the wood’s fibres. For this project the wall is 3⁄16″ thick. Use calipers to frequently check for even wall thickness in the goblet cup wall as far as possible. Since the bottom part of the outside of the cup was left wider for support, the wall will start to get thicker and you will not be able to measure it with the calipers. Just make a smooth curve on the inside then finish creating the 3⁄16″ wall when completing the outside of the cup. Use a heavy duty 1″ side ground radius scraper, and a ¾” round nosed scraper to smooth the inside side and bottom surfaces.
Sand the inside of the goblet cup starting with 150 grit sandpaper to remove tool marks; go through 220, 320, 400, and 600 to 800 grit. I prefer the cloth backed sanding media since it is more flexible and it lasts longer. I like to seal and finish the inside of the goblet cup now with salad bowl beeswax applied with a piece of paper towel. This finish dries hard and is food safe. I find that the Bounty brand towel does not release lint like many other brands do. Apply at least three coats of beeswax. Drying and curing each coat is done by applying friction heat with a piece of dry paper towel rather than cloth. If a paper towel catches on something, the paper tears, not your fingers.
In order to finish shaping the outside of the goblet cup you need to know the location of the inside depth, on the outside surface of the goblet. To do this, I made a depth gauge from a piece of ⅜” dowel and a piece of scrap softwood. By measuring the depth with the dowel and transferring that dimension to the outside of the goblet cup you can easily see how to shape the outside bottom of the cup. Finish shaping the outside of the cup with a ½” spindle gouge. Use calipers to check the cup wall thickness. When the outside is shaped, sand the cup outside area the same way as the inside was done. The goblet cup is now complete except for final sanding and finishing the outside.
Detail the Stem and Base
Starting at the cup end, shape the first ¾” of the stem to its final diameter with a graceful transition from the bottom of the cup. Add any desired design details such as a small filet, or a bead. Make sure the there is sufficient support for the cup and that it does not look top heavy.
Turn the outside diameter of the base and create a graceful curve towards the rest of the stem. Keep it just proud of the desired outside diameter for the captive rings. Note that the inside part of the rings will be used to make a temporary ‘sanding mandrel’ to shape the inside ring surfaces.
Make the Captive Rings
The captive rings are approximately 1 ⅜” o.d. x 1″ i.d. x 3/16″ thick. The 3/16″ thick captive rings will be released at the cup end of the stem. Using a 3/16″ diamond parting tool, cut two ⅜” wide grooves in the large diameter stem creating two 3/16″ wide disks. Leave a mandrel (stem) diameter of about ½”. That will be used later for sanding the inside of the rings. Carefully round off the top of the disks with a ½” spindle gouge. This forms the outside surface of the captive rings. Sand the outside part of the rings using grits from 150 through 800. This has to be done now since it is very difficult to get a good sanded finish after the ring has been released.
Using a captive ring tool, cut in from each side of both disks being careful to keep the cross section (thickness) of the ring round. As the rings are released, tape them to the bottom of the cup with masking tape. A third ring could be released if there is enough stem length.
When all the rings are released, smooth off the lower part of the stem to approximately ½” diameter to make the sanding mandrel for the inside of the rings. Place a small strip of 150 grit sanding cloth on the stem using masking tape at the edges. Make sure it is fastened so that the turning direction of the cloth tightens the hold on the cloth. Pressure sensitive adhesive (PSA) backed abrasives may be used to eliminate the need to use masking tape. Shape and sand the inside of each ring and tape each one to the base of the goblet cup. Follow this sanding, and taping routine from the base to the cup until all the rings have been sanded with all the sanding grits from 150 through 600/800. When all the rings are sanded, leave them taped to one end. This is a labour intensive part of the process but is worth the effort when you see the final results.
Complete the Stem
Finish turning and sanding the base and stem. Add any design details, such as filets or beads, making sure you maintain smooth curves right up to the base of the goblet cup. Sand these areas with the same sanding grit configurations as before.
Take the tape off the rings and let the rings go loose. Seal and finish the goblet with salad bowl beeswax using a paper towel. Since you cannot use friction heat on the loose rings, a little more time is required here. Remove the goblet from the lathe by parting it off near the headstock with a 1/16″ parting tool.
Complete the Base and Bottom
Carefully reverse the goblet onto a jamb, vacuum or friction chuck, or any other suitable means of reverse holding. I used a friction chuck. Use the tailstock live center for support as long as possible. Taking very light cuts with a ½” spindle gouge, finish-turn the bottom making the base slightly concave so the goblet won’t rock on a flat surface. Sand the bottom through the grits as before. Add some decorative rings on the bottom, if desired. Finally, apply the salad bowl beeswax finish. And, voila, your goblet is now finished except for buffing and/or engraving. It’s best that clear beverages be used in these goblets, as darker red liquids could leave a permanent stain in the wood even though food safe finishes do seal the wood quite well.
You have just created an heirloom for some lucky bride and groom. Your goblet will be a conversation piece on their fireplace mantle for years to come.
Lumber make-up
Lumber, particularly hardwood, can contain various ‘figure’, such as burl, birdseye, curl, tiger strip, flame, pomelle and crotch. Wood with figure is graded on a scale of ‘A’, light figure (some figure, but mostly plain), ‘AA’ medium figure some ‘AA’ (consistent figure with excellent depth).
Author's design sketch
Block mounted
Cylinder with tenon

Transfer pattern to blank
Shape outside of cup

Cup shape started

Set drill depth
Drill pilot hole

Hollow the cup

Measure wall thickness

Depth gauge

Hollowed cup

Captive ring taped to cup

Sanding cloth taped to stem mandrel

Stem top complete; ready to release rings

Rings released; stem and base done

Goblet reversed to complete bottom








