PROJECT
Traditional Hook Knife
Scott Richardson

Find more Tool projects projects
Hook, crooked or bent - whatever you like to call them, these knives are exceptionally versatile tools that you can make yourself.
Carvers, craftspeople, and woodworkers of every stripe would benefit from having a good sturdy hook knife in their tool box or on their workbench. A strong hook knife gets into places nothing else will. It’s an excellent tool for carving wooden bowls and spoons, masks, wooden musical instruments, cabinet handles and just about anything with an intricate shape.
The process of making a knife is relatively simple: anneal (heat) the steel to make it soft and flexible, use a hacksaw to cut out the blade shape, use files to refine the shape, and then harden and temper the blade. Some grinding speeds up the process but you have to be very careful not to burn the steel.
Traditional Hook Knife
Material Sources
There are two sources for tool steel. For the first time knife maker it’s best to purchase a piece of steel from a steel supplier. The steel will be annealed (heat treated) and relatively easy to work with. The more adventuresome reader may want to use a piece of recycled steel. I use bandsaw and gang saw blades from lumber mills because of their tensile qualities and strength. These ⅛” thick blades are made of Swedish steel with a combination of molybdenum, chromium, and nickel, and have a high carbon content. The exceptional tensile strength lends itself to an excellent edge. To make a double bevelled hook knife with a 3″ blade you will need a piece of ⅛” thick steel, ¾” x 6″. Check the Yellow Pages of your local phone directory or visit metalsupermarkets.com.
Annealing Makes Steel Soft
If you use steel from a supplier it will already be annealed. If you use recycled steel you will need to anneal it before you can begin to shape it.
Annealing is a straightforward process.
• Split a piece of 2 ½” x 10″ x10″ ceramic wool (PSHCanada.com), into two pieces, each approximately 1 ¼” thick, and lay the re-cycled steel blank on one piece of wool.
• Using a propane torch bring the steel blank to a dull red. This will take about 10 minutes. Don’t keep the flame in one spot; move the torch back and forth across the entire blank. Once the blank becomes dull red keep it at that colour for at least five minutes, moving the torch from one end of the blank to the other. Use the other half of the wool to reflect heat back onto the steel.
• Cover the blade with the other half of the wool so that it completely envelopes the red steel. Let it cool slowly overnight. In the morning you should be able to bend the steel with your fingers. If you can’t bend it easily, the steel is not annealed. You will have to repeat the heat treating process.
Shape the Blank
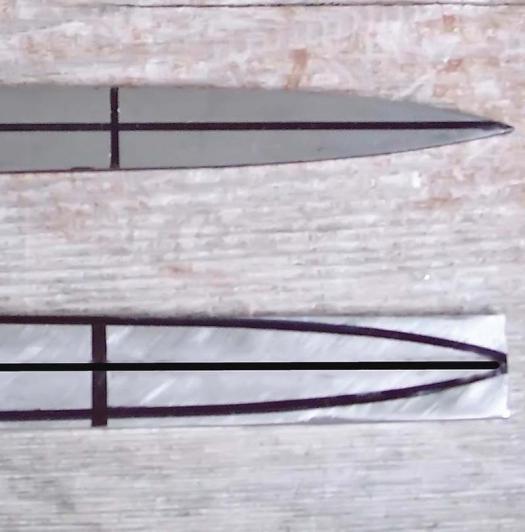
Begin by selecting the clearest side of your steel blank, the side with no nicks or scratches, as the back. Then select one end as the tip end. You can mark these with a red felt tip pen. On both sides of the blank use a fine felt tip marker to draw a line across the middle of the blank. This is the center line, which divides the blade into a 3″ tang and a 3″ blade. You’ll also need to draw a line lengthwise down the center of the blank, from end to end. This is the length line. These lines lay out the cut lines for the knife.
• On the tang side mark a bolt hole 1″ down from the center line. Mark a second hole point on the center line ½” from the end of the tang. Drill both holes using a 5/32″ bit.
• Using a ⅜” bit, drill a countersink hole 1/32″ deep into both the bolt holes. These holes will accommodate two #8-1 ½” pan head stainless machine bolts. I would advise using a drill press for this, as it’s too easy to drill right through the blade if drilling free hand.
• From the tip end, draw 2 curved lines, one on either side of the center line. These are the edge profiles of the knife. Place the blank in a vice, use a hacksaw to cut out the profile along the blade portion of the blank, and then file flush to the curved lines. If you are using the vice on a woodworking bench cover it with cardboard, newspaper or a cloth to make clean-up easier.
Set the Tang into the Handle
Almost any hardwood will do for the handle. Here is a great way to use up that special cut-off you’ve been saving for a ‘special’ project. You’ll need a block about 1 ½” x 1 ¾” x 11″ for the handle.
• Remove a 5″ x 1″ wedge from the block, ensuring that the new surface is flat and true.
• File the sides of the blade tang so they’re flat and parallel to each other.
• Place the tang on the bevelled surface up to the center line marked on the blade. Outline the tang with a sharp pencil.
• Using a sharp chisel or a Dremel rotary tool, rout out a 1/16″ deep recess in the block to hold the tang. It is important to achieve as perfect a fit as possible.
• Mark the bolt holes through the tang onto the wood, and then drill ⅛” diameter holes straight through the block.
• Place the tang into the recess in the handle. Screw in two #8-1 ½” stainless machine bolts and snug the blade and handle together with square nuts to make sure it fits.
• Trace the nuts onto the block and countersink them 1/16″ below the surface.
• Now you can shape the rest of the handle to suit your grip.
Files Form the Blade Bevel
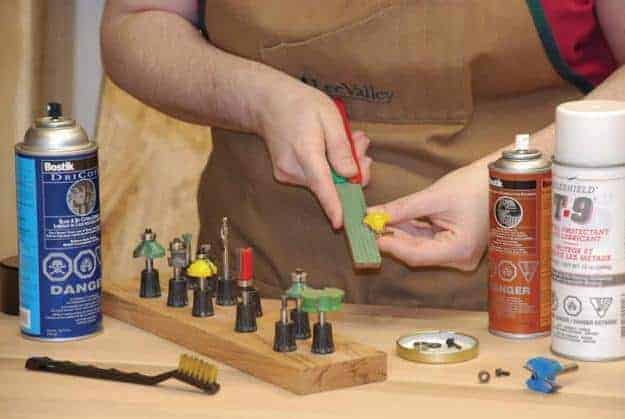
You will need a couple of files to shape the blade bevel. I use an 8″ flat bastard and a 6″ mill bastard file for initial shaping, following this with shop made sanding sticks. Mill six pieces of wood, each ¾” x 1 ⅜” x 12″, with square, crisp corners. Wrap each with a sheet of no-fill sandpaper, starting from 100 grit and ending with 1000 grit. Wrap the sheets tight and put three staples on an edge. Staple the two ends and the middle. Alternately you can buy commercial diamond encrusted files or aluminum oxide hones from most tool suppliers.
• Remove the blade from the handle, and place the blade securely in a vise with the clearest side facing down.
• Shape a bevel on the blade edges down to the center line, from the tip of the blade to the cross line on either side of the center line. As you file down the side, leave the blade with a gentle curve, starting your exit ¾” before the cross line. Gently drop the outside end of the file, lift up and off.
• Once the bevel has been formed use the sanding sticks like files to finish the blade and sharpen the bevelled side edges only (face side) on an oil or water stone.
Form a Hook on the Blade
From this stage on you will be working with a small, very sharp blade. Work carefully, and where convenient, wear work gloves. The success of this step really depends on how well the steel is annealed. Tool steel won’t bend if it’s not properly annealed, it is more likely to fracture or break. Recycled saw blade steel will be a bit stiff even when it’s annealed because of its alloy content. The alloys gives saw steel some of its tensile strength, which lends itself to a superior cutting edge.
• Cut two flats on a 1 ¼” x 12″ piece of dowel so that you can hold it securely in a vise.
• Install the knife blade on the handle, and screw the bolts snug, giving them a quarter turn more.
• Place the tip of the blade on the dowel parallel to the floor. Using a small wooden mallet, begin to shape the hook with even, rapid taps, bending it evenly around the dowel. Start at the tip with a soft touch, strengthening your taps as you begin striking the mallet against the thicker portion of the blade. Move the blade slowly into the mallet. Make sure the mallet taps are square to the blade, otherwise the bevel edge will get bent, creating more work. Continue the mallet work until you have created the hook you want.
• While the blade is still in the handle, hone it as sharp as possible. Wrap a sheet of 600 grit wet/dry sandpaper around a piece of dowel or broom stick and hone the inside of the hook. To deal with any damage to the edge and for sharpening the hook after it is hard, make two more dowel sanding sticks with 360 and 240 grit. Use dowel sanding sticks for the inside of the hook and straight sanding sticks for the back; they are inexpensive and work very well. As an option you can purchase cone and flat, water stones, or diamond bench stones. Do a good job on the back of the blade, as once the hook is hardened and tempered it will be sharpened from the inside only.
Heat the Blade to Re-Harden
For the hardening process you will need a one litre can filled 2/3 with olive or canola oil warmed to body temperature, a propane torch set into a small bucket of sand for stability and safety, your piece of ceramic wool, and a pair of Vise Grips, (irwin.com). Have a bucket of water around in case something that shouldn’t, starts burning. Place the can of oil and the bucket with the torch in sand on opposite sides of the wool on a work table. If you’re right-handed have the torch on the left and the oil on the right. If you’re left handed place the torch to the right of the oil. This way when you have your hook at the right colour you can secure it in the Vice Grips and quickly douse it in the oil without losing the temperature.
• Take the blade out of the handle and place the blade on one piece of the wool. Lay the other piece of wool beside the blade for heat reflection. Always be aware of the razor sharp, thin, soft edge.
• Warm the oil in the can to body temperature on a stove. Have the Vise Grip adjusted to hold the blade securely and ready. Do a practice run smoothly and quickly attaching grips with one hand to the end of the tang, from under the flame, off the wool to where it would land into the center of the oil can, like a perfect dive, but don’t go into the oil. When the real quenching in oil happens, don’t touch the sides or bottom of the can with the blade.
• You want to achieve an even cherry red in the blade down ¼” past the first bolt hole. This way, when the differential tempering happens you’ll know that this vulnerable spot is tough. Light the torch and start passing the flame over the blade. The cutting edges are thin and the tip is particularly vulnerable, so when passing over the blade you will want to focus more on the thick center.
• The metal will begin to turn pale straw, then progressively turn to straw, bronze, brown, purple, blue, and then blue green. Spend more time at the center line, and shadows will pass over the blade. It will begin to glow cherry red. Keep the cherry red and make it grow towards the tip, constantly evening out the colour. At this point the tip and thin edges are vulnerable. If you let it get too hot or glowing orange you’re burning out carbon. At yellow you’re ruining the metal and there is distortion. This situation happens very quickly, so watch that tip closely. When it passes into a cherry red evenly across and from tip to tang, attach the Vise Grips to the end of the tang, and in one smooth motion douse it into the oil.
• Wiggle the blade vigorously, tapping the sides of the can with the Vise Grips and always keeping the blade submerged. Slow down, gently stirring until the blade can be handled. The blade right now is as brittle as glass, and is ready to be tempered.
• Wipe off the blade and clean the tang to show the brightness of the steel. Test for hardness by passing a file across an inside edge. If it skates, you’ve got hardness. If the file doesn’t skate the inside edge you will need to repeat the heat treatment process.
Temper the Blade
You now need to temper the blade to take the brittleness out of the hardened steel. You temper the blade by heating it in your kitchen oven preheated to 460ºF. You will need a litre container of room temperature water and some tongs to remove the heated blade from the oven.
• Place the blade on a middle rack, making sure you have a clear view of the brightness of the steel. Leave the blade in the oven for about 10 minutes, until it turns the colour of straw. Check the colour by very quickly cracking open your oven door and looking at the blade colour every five minutes or so (do this with goggles on or you will lose your eyelashes).
• When it reaches a straw colour, douse it in the litre of room temperature water.
• You will need to remove some hardness from the tang to assure the blade won’t snap at the handle. Turn a stove-front element on to its maximum setting and place the tang end up to the first bolt hole on the element. When the tang begins to turn blue and extends just past the first bolt hole douse the blade in room temperature water. This technique is called differentially tempering. Remember to use oven mitts to pick up the blade.
Once the blade cools, all that’s left to do is mount it into the handle. You can leave the handle as is – time and use will give the handle its own distinctive patina.
Photos by Scott Richardson
Sources of quality steel

Anneal the blank

Cut lines laid out
Nuts recessed into handle

Tang set into handle

Blade secure in vice

Shape the blade

Heating to cherry red re-hardens blade

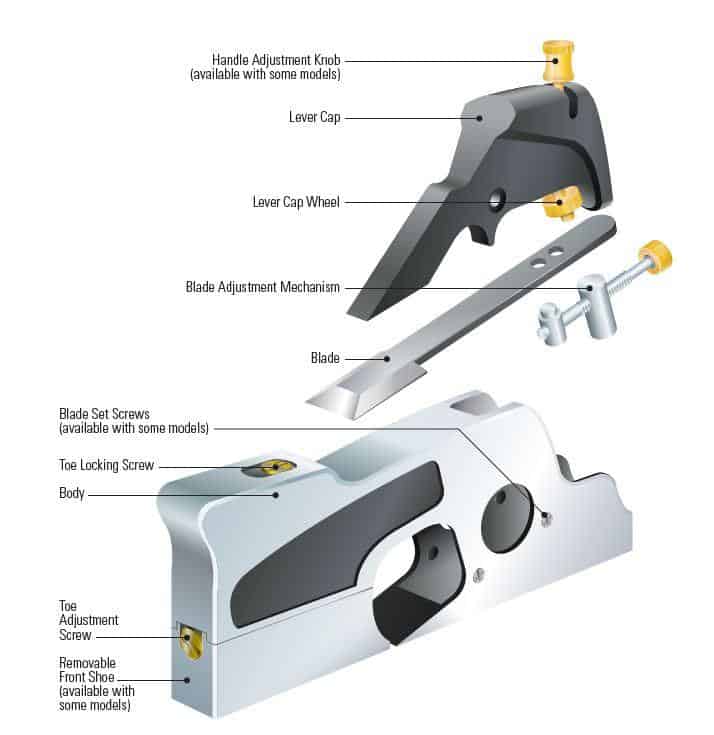
Illustration by James Provost







Very detailed instructions, thank you!
Thanks for a well written and explicitly detailed set of instructions. I look forward to making several of these knives