PROJECT
Tall case clock

Don Kondra

Find more Gifts / Crafts projects
Exquisite materials and a stylish design come together to make this living room centerpiece.
After doing their research and purchasing the movement, my clients approached me so I could work out the details of this clock with them. Because the movement is so beautiful, we went with a design in which the movement was as visible as possible.
The wood choice was easy; they already had pieces made with pitchy cherry. This wood has black pitch pockets and is culled at the mill as being unsuitable for commercial work. I do custom spray finishing for a local furniture store that has a standing order with a mill for this beautiful wood so I was able to secure enough for this project.
In hindsight, the design was fairly straightforward. The dimensions for the carcase were determined by the physical requirements the clock mechanics need to work. After reading the supplied drawings four or five times, this turned out to be 62″ high x 20″ wide x 11″ deep.
I did add an inch and a half to the minimum required width of the carcase. In order to start the pendulum swinging, it is important to start it slightly out of its normal arc. I also made the carcase an inch deeper than necessary because I was concerned about the stability of such a tall and relatively narrow cabinet with such a large door. The extra depth would give me a slightly larger foot print. And a bit more peace of mind.
The three major elements were the half circle on the door, the coloured moulding securing the glass and the shop-made cove moulding on the top and bottom. I decided to make the top of the case a web frame and glass panel. This would ensure that the interior of the carcase would receive as much light as possible and allow access to adjust the chimes. Removing the glass panel also seemed a more elegant solution than having the back panels open for access to the chimes, which would require moving the clock away from the wall.
All parts of the clock were to be bookmatched in the sense that the side and door frames are cut from the same board. The back panel is shop cut veneers in a solid frame. One of the boards was large enough to yield the veneer, rails and stiles.
Tall case clock
Make the main case first
I began by making the main case. If you decide to duplicate this piece, the actual dimensions will depend on your choice of clock kit so I will not be providing an actual blueprint; instead, I will discuss my process. The first challenge was to sort through the stock and find enough straight material for the stiles. With a length of five feet, it quickly became apparent that this was not going to happen. In situations like this I use a trick I call reverse bent lamination. After marking all the material as to where the parts will be used, I cut them to rough width and length. Then, using the bandsaw, I carefully resaw the material down the middle; i.e., the 4/4 material is cut into two ½” thick pieces.
Using a flat surface as a reference (my workbench) I clamp and glue the boards back together. In effect I have taken a bowed board and created a flat board. Once the glue is dried I can remove the clamps and continue to joint and thickness plane the material in a normal fashion.
The side stiles are 2 ⅛” wide, which is as narrow as I felt I could go and still have room to install the inset door hinge mounting plates. The door stiles are 2 ½”, which is the minimum width required for the hinge cups. The idea was to make the members as narrow as possible to allow a lot of light into the cabinet. Top rails on the sides are 2 ¼”, middle is 2 ½” and the bottom is 3″ wide. For the back panel the side stiles are 2 ¾” and the middle is 3”. The top rail is where the chime bar is attached and needed to be 3″ wide. The middle and bottom rails are also 3″.
For joinery on the side frames and door I used an offset mortise and tenon. If I had used a router to create the rabbet for the glass, the end of the rail would not line up with the edge of the stile.
Normally, glass panels are installed from the back and secured with strips of wood, but I prefer to install the glass from the front and make the mouldings part of the design. In this case, the mouldings are walnut-coloured with a black gesso. They are then secured with brass nails.
The top of the door arc is marked and rough cut on the bandsaw. Then I used a circle-cutting jig and a router to create a template in ¼” baltic birch ply. I used this template to copy rout the arc in the door rail to final size.
On larger pieces I use a dowel and screw system so the parts can all be finished before assembly and can come apart for repair or shipping if necessary. The back panel has a rabbet cut on each side that fits into a groove on the back of the side stiles. For the bottom of the carcase I used a vacuum veneer bag system to glue shop cut veneers onto a baltic birch core. When the glue dried, I trimmed the panel to size and glued on solid cherry edges, which will become the first layer of moulding.
I used a mortising machine to create the ¾” deep mortises. The offset tenons are cut on the table saw with a dado blade. The rabbets for the glass are also cut on the table saw.
At this point, I do a dry assembly to check everything fits and is the correct size, then disassemble and sand all the parts before finishing.
With everything fitting nicely, I predrilled all the screw and dowel holes in the top and bottom and drill the matching dowel holes in the sides and back. Assemble the carcase without gluing in the dowels and use the pre-drilled screw holes in the top and bottom as a reference for a countersink pilot hole bit for #8 x 1 ¾” screws. The clock mounting board is secured with a mortise and tenon into each side rail without fasteners, just a press fit.
Base and Top Moulding Sections
The plan was to create a thick mitred box that would have an applied cove moulding and be attached to the carcase with screws. It would be wide and deep enough that the top edge would be another layer of moulding. It also needed to be substantial enough to have some visual impact. I decided on a height of 6″, which would make the top moulding 3″. I made a plywood mock-up and placed the carcase on it to double-check my initial impression. I often use ratios such as 1/2/3 to determine dimensions and I like to make ¼ or full size mockups just to be sure. It’s much easier to find out problems with a mock-up, as opposed to the real thing.
I machined 8/4 x 6″ material to create the box/base with mitered corners at the front. The inside corner braces have tenons that fit into grooves I machined with a wing cutter and router. These braces are where the carcase is screwed to the base. I also pre-drilled for leg levellers. It is important that the case be perfectly level in order for the clock to keep time accurately.
For the cove moulding I needed to build up the 4/4 figured cherry I had chosen to use in order to have enough thickness to cut the back angle on the cove. Again, the top and bottom moulding are cut from the same board in order to match. After much procrastination and head-scratching the set-up for cutting the cove was as simple as raising the table saw blade to the required depth of ¾”. I clamped sticks on each side of the blanks for reference and angling theblanks until there was ⅛” of clearance on each side of the blade. It is necessary to leave a small amount of uncut material on each side to support the blank once the cove has been cut to finished depth.
I clamped front and back plywood fences to the table saw surface, which captured the part perfectly. With the blade barely protruding above the saw’s surface I ran the blanks through slowly, raising the blade by increments of a little less than ⅛” until I reached a depth of ¾”. From there it was a simple matter of drawing the final profile on the end of the blanks and bandsawing/jointing the angle. The top and bottom profiles were created on the router table. I used a hard rubber backing and sandpaper to clean up the saw marks. Then I bandsawed/disc-sanded the mitres and glued them onto the base.
The top cove moulding was basically the same procedure; after it was machined I glued strips of ¾” x ¾” material to the back of the moulding to allow me to screw them to the top web frame.
Final Details
With the carcase, base and mouldings completed, it was time for some of the finishing touches.
The top moulding for the door is a bent lamination. I start by drawing the dimensions on a piece of plywood that will become my bending frame. The outside and inside of the arcs are different radii and need to be cut out to make a cavity for the laminations. I usually do this very carefully on the bandsaw. That normally gives me a surface that is easily cleaned up. This “cleaning up” is important because it will become the final shape of the moulding and any inconsistencies will be transmitted to the lamination.
Next, the main frame is trimmed to allow clamp access and screwed to a backer board to provide some stiffness while supporting the material to be glued. The outside of the frame is cut into parts to allow for clamping one section at a time and allow access for clamps. All the jig parts need to be waxed wherever there is the possibility of glue squeeze-out.
The finished moulding is ¾” high x ¼” thick, so I used three pieces of ⅞” x 5/64″ material. Basically, I machined a blank 26″ long by ⅞” thick and a couple of inches wide. I bandsawed off a strip a full ⅛” thick, joint the edge, bandsawed another strip, etc. Then I thickness-sanded the bandsawed surfaces until the three pieces added up to ¼”. Keep track of the strips so you can put them back together in the same sequence they came off the blank.
By experimenting, I found this thickness of strips was thin enough to bend around the frame without cracking. An alternative is to use eight strips of store-bought veneer. The extra width of ⅛” allows for trimming if I don’t get it into the bending jig just right. It is important to note that I make my bending strips at least a total of 4″ longer than needed. If there are going to be any gaps in the lamination, they will occur at the ends. To glue the lamination, I start by marking the middle point on the strips, apply a bead of glue down the middle of two strips, put them together and line the mark up with the middle mark on the jig. I always start clamping in the middle, then alternate one side then the other.
Once the lamination is made I machine the rest of the moulding material and shape the top edges on the router table with a ⅜” round over bit. Machining such narrow stock requires the use of front and top feather boards for a clean cut. Machine long lengths of moulding whenever possible. They are easier to push past the feather boards. My method of cutting the moulding to length is a little unusual. I don’t like to use a chop saw on such thin parts so I bandsaw the parts ⅛” longer than the opening and use a disc sander to sand the mitre. Ideally, all four pieces should be press fit.
I always have my glass parts cut 3/32″ smaller than the opening. The glass for the door required a full size template in ⅛” baltic ply and is also slightly undersize.
Installing the moulding with brass pins (linoleum nails) can be stressful. I use a piece of ¼” MDF placed on the glass as a safety measure so I don’t break the glass. I drill an angled pilot hole ¾” deep for a 1″ nail then, again using the piece of MDF, I use a nail set to drive the nail home.
For door hinges I chose to use three European-style full overlap hinges. I like the adjustments they allow and the spring-loaded closing is a nice touch. It eliminates the need for magnets or catches to keep the door closed.
For the nighttime chime shut-off switch, I drilled a hole to accommodate a 3/16″ brass rod through the top web frame in line with the brass shut off switch on the clock mechanism. This arm already had a hole drilled in it so I cut a slot in the brass rod to slip over the arm and then drilled a matching hole in the rod. I used brass snare wire to secure them. This joint is immediately behind the clock face and isn’t readily visible. For a handle, I hand-carved a piece of curly maple and used epoxy to secure it to the rod. To operate the switch, you reach over the top moulding. The throw of the switch is short enough that the handle is never visible.
The final touch was to turn a door knob out of macassar ebony. I applied two coats of Watco Natural oil and installed it with a countersunk screw from the inside.
The finish on all the case parts is a coat of Watco natural oil and two coats of sprayed post-catalyzed lacquer.
Photos by Don Kondra
"Reverse" Bent Lamination
In order to straighten out a twisted or warped board the culprit was ripped in half, then re-glued in its original orientation, relieving any internal stress.

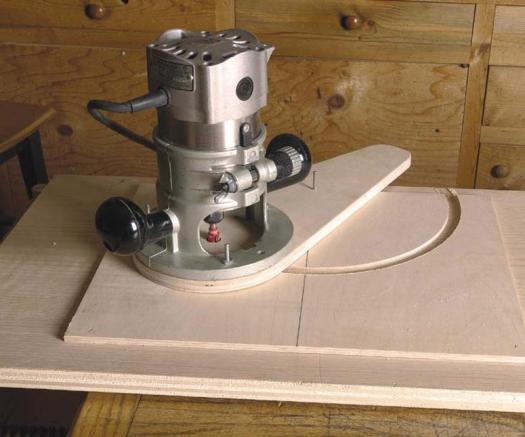
Create the Perfect Arc
With a router and a circle-cutting jig machine a template to the correct dimensions.
Transfer the Arc
Use the template to cut the top rail of the door to shape.

Quick and Easy
Using a dowel and screw system makes assembly and finishing easy.

Cut the Cove
By using two straightedges clamped to your table saw at an angle you can create custom coves.

Finish it Off
With the cove cut, mark the rest of the moulding's shape on the end grain then work towards that shape with a selection of different machines.

Bandsaw Accurately
Draw the proper arcs on some ¾" material then bandsaw to those lines. You need to remove the same amount of material as the total thickness of the strips you will be gluing up.

Clamp the Laminations
Glue and clamp the laminations against the form.

Plane It To Width
Bring the curved moulding to final width with a hand plane.

Use Feather Boards When Routing Small Pieces
In order to provide constant pressure and avoid kickback use two feather boards.

Sand to Final Fit
Instead of using a mitre saw, bandsaw the pieces to with ⅛" and sand them to a press fit. You could also use a handsaw for these small strips.

Oil Warms Cherry
Apply a coat of oil to the wood to bring out the woods warmth, then the topcoat for protection.







