PROJECT
Make a Scratch Stock

Rob Brown

Find more Tool projects projects
This shop-made tool will help you customize small mouldings, as well as add pleasant details to the edges of surfaces. Whether it’s a bead, a groove or something else entirely, a scratch stock will add a third dimension to your work.
It’s best to start right at the heart of a scratch stock – the cutter. The main purpose of sourcing the cutter first is so you can make the scratch stock to precisely accept its thickness between the two flexible fingers. A wide, scrap bandsaw blade will work, but I opted to cut a piece from an old handsaw. My grandfather might not approve of the idea, but if you want to know the truth it never was a great saw. I cut a piece about 1″ x 1-1/4″ and flattened it on some medium-grit sandpaper.
Make a Scratch Stock
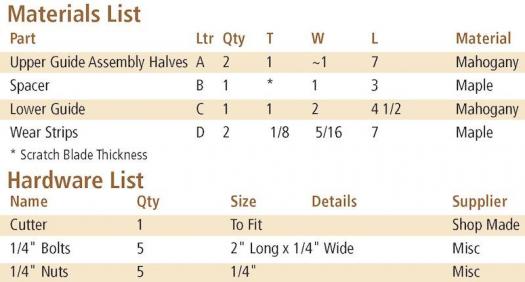
Hardware
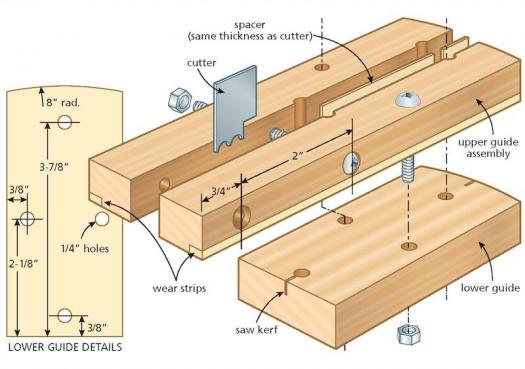
The bolts I purchased are 2″ long, excluding the 1/8″ deep pan head. I sized the scratch stock so the bolts finished flush with most of the surfaces. No matter what size of scratch stock you want, I would source the bolts first, and fine-tune the wood to finish perfectly. I used stainless steel bolts and nuts from a specialty hardware store, as I liked the look. Regular bolts from any hardware store would also work fine.
Breakout material
Small work-pieces can be dangerous to machine, so keep the parts together for as long as possible. I used African mahogany for my scratch stock. In hindsight I wish I had made it from a denser species, as there can be a lot of wear if the scratch stock is used often. Break out a piece of wood 18″ long x 2-1/2″ wide x 1″ thick. Ensure both ends are cut square to the sides.
Working from either end lay out the upper guide assembly and the lower guide. Clearly mark the center section as waste on both 2-1/2″ wide faces. The first set of cuts will rip the two halves of the upper guide assembly to width. When completed, the two halves plus the cutter will equal exactly 2-1/8″ to match the overall length of the bolts I used. Subtract the width of the cutter from 2-1/8″ then divide that number in half. This is the width of each half of the upper guide assembly. Set up the table saw to rip that width (for me that was just under 1-1/16″) then make the first cut, stopping at the middle waste area. Flip the piece over and make the second cut.
To rip the lower guide to width, set the rip fence about 1/8″ narrower than the upper guide assembly will finish – in my case this was 2″. If the width of the upper guide assembly overhangs the lower guide it’s easier to grasp. Rip the lower guide to width, again stopping in the waste area. You can now cross-cut the upper guide assembly halves, as well as the lower guide from the blank, but leave them each about 1/2″ longer than their finished length.
Set the width
A thin piece of contrasting wood, the same thickness as your cutter, will be cut and glued between the two halves of the upper guide assembly. I was able to use maple veneer, though you might have to rip a thin piece from solid wood. Mark the location where the thin strip will stop on the two halves. Extreme precision isn’t necessary. Once the three parts are ready, apply some glue and use small cauls and clamps to bring the parts together. To ensure the two halves of the upper assembly are carefully aligned, use a strong, flat surface to assist with the glue-up, overhanging the glued area over the edge – a table saw or jointer surface works well. When the glue is dry, trim the spacer flush.
Bolt holes – cutter
Centered on the side of one of the upper guide assembly halves, drill a pair of holes to accept the head of the bolts you’re using. For my bolts I drilled 7/16″ diameter holes, 1/8″ deep. Now switch to a 1/4″ brad point bit and drill out the clearance holes through the upper guide assembly. These two holes will house the bolts that will clamp the cutter in place.
While the 1/4″ bit is in use, drill a hole at the area where the spacer ends. This hole will give a bit of added flexibility to the fingers of the upper guide assembly, and will leave you with a tidy looking joint. Squeeze out while assembling the upper guide assembly is nearly impossible to contain.
Bolt holes – main tool assembly
Three additional bolts will be used to fix the two main parts of this scratch stock together. Although the two parts could be glued together permanently, using bolts allows you to use either a straight or curved face on the lower guide, depending on the workpiece. You could make a number of lower guides, to be used on different inner or outer radii. Apply doublesided tape between the upper guide assembly and the lower guide. Bring the parts together so the upper guide assembly overhangs the lower guide by 2-1/2″. Lay out the holes on the upper surface of the upper guide assembly. Locating the holes symmetrically is crucial. When the lower guide is removed and rotated, the holes should still align. Once the three holes are drilled you will have to remove, rotate, and reassemble the lower guide, before drilling through the hole that’s furthest from the cutter. The upper guide assembly will now have three holes, and the lower guide will have four.
Hex nut recesses
Though only the heads of two of the bolts are counter-sunk flush with the woods’ surface, all five of the hex nuts get recessed so they are flush with the surface. I used a longer 1/4″ bolt to assist me with aligning the hex nuts. If you don’t have one around it’s easy to thread a nut part way onto the 2″ long bolt and insert the end of the bolt into the hole. This will center the hex nut over the hole so you can mark the perimeter with a pencil. Ensuring one side of each hex nut is parallel to the side of the wood is a nice touch. Use a small forstner bit in your drill press to hog out the majority of the waste, and help set the depth of the cavity. Use a narrow chisel to clean out the remaining waste.
Wear strips
I’ll admit it – I didn’t add two wear strips until after the tool was completed. I used it a few times and realized the mahogany was a bit too soft. Unless you selected dense, hard wood in the first place, this is the time to add a wear strip to either side of the reference face of the upper guide assembly. Cut a 5/16″ wide x 1/8″ deep rabbet on either side of the upper guide assembly’s face, and mill a piece of dense wood long enough to obtain two wear strips. Glue the strips in place with some careful clamping and trim them flush when dry.
Add an arc
With the straight end of the lower guide towards the cutter, it’s time to lay out and cut a slight arc into the opposite end. Even though the upper guide assembly doesn’t need to be curved, it looks nice and is easy to do. Mark a point 7″ away from the working end of the scratch stock, centered on its width. Add an arc that passes through this point. Cut the scratch stock on the bandsaw and smooth the face on a disk sander.
Finishing touches
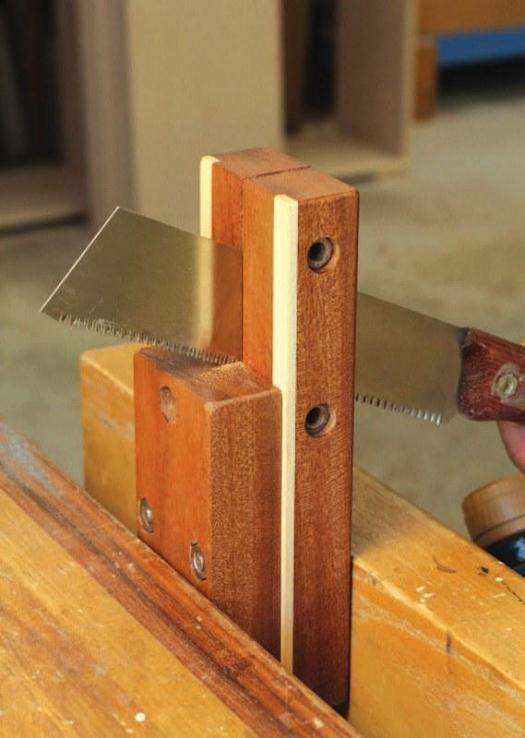
Sometimes the cutter may have to protrude into the lower guide during use. To create a kerf for the cutter, assemble the tool and create a shallow one with a thin handsaw. Both straight and curved ends of the lower guide will need this kerf. Sand the surfaces and break any sharp edges. The tool needs to feel good in your hands, so a bit of light use at this stage is helpful.
I applied a few light coats of shellac, mainly for looks, though most finishes will work. The scratch stock will eventually get scuffed, but that’s the nature of using a tool.
Shape and sharpen the cutter
To get the best cut the face and edges of the cutter should be smooth. A belt sander will rough the edges to shape, then chainsaw and metalworking files, followed by sharpening stones should be used. Small slip stones and rounded stones will work wonders. The cutter should produce long, thin shavings, and the resulting surfaces should be smooth. The cutter can be pushed or pulled, but don’t force it. Many light passes produce the best results.
Photos by Rob Brown
From One Large Piece
The two cuts on the left side of this stock determine how wide the upper guide assembly is. The piece of maple veneer will be glued between the two wider strips of mahogany. The kerf on the right cut the lower guide to width. Now the three pieces can be cut from the blank.

What’s Old is New Again
Pieces of metal cut from old handsaws make great cutters. Brown sanded the piece of metal so it was fairly flat before determining what width of spacer to use. The spacer should be the same width as the cutter.

Glue, Cauls and Clamps
To fix the two halves of the upper guide assembly to the spacer Brown applied glue to the spacer, brought the parts together and applied light clamping pressure on a flat surface. The flat surface and caul ensure the larger pieces of mahogany remain even. Brown then uses two clamps to apply pressure to the glue joint. Cauls also assist with that task.

Quick Fix
To drill bolt clearance holes through the upper guide assembly and the lower guide Brown uses double-sided tape to temporarily hold the pair together.

Hex Nut Cavities
To bring the hex nuts flush with the woods’ surface Brown marks their locations and removes the bulk of the waste with a forstner bit. He then fine-tunes the area with a chisel.

Wear Strips
To protect the surface from excessive wear Brown glues two hard maple wear strips into the face of the upper guide assembly.

Slightly Rounded End
With a pair of bolts holding the scratch stock together, and the straight end of the lower rail towards the cutter, Brown cuts an arc in the end of the tool. When the lower rail is rotated 180° the curved surface will better follow a curved workpiece.

Narrow Kerfs
A small kerf must be added to both ends of the lower guide, as the cutter may have to protrude into it once in a while. With the scratch stock assembled a thin handsaw makes quick work of the task.
Sharp, Shapely Cutter
Chainsaw files work very well when it comes to creating round edges in the cutter. Ensure you’re filing 90° to the cutter’s face for the best results.

Illustration by Len Churchill







Very nice article with great detail. I’ll have to put this plan on my todo list. The two I have are much simpler and have no finish, I’ll be sure to build a much nicer one sometime. Am I missing something? I see no easy way to download this plan.
We’d love to see your scratch stock once it’s built Paul. Only members can download PDFs. You can become a member here.
Very interesting.
Q – looking for details of related “scratch box.” Thanks for your detailed info to make basic scratch stock. I am looking a details to make a related scratch box, used to hold a turned chair leg while a series of reeds are cut lengthwise, at even spacing around the circumference. Ideas?