PROJECT
From concept to comfort: build a casual chair

Mark Salusbury

Find more Chairs and benches projects
Why settle for an “off-the-rack” chair when you can make a custom lounge chair and get satisfaction in spades?
I have voids in my living room. Clean slates once occupied by a pair of comfy chairs we’d lovingly had reupholstered to suit “the times”, then recently gifted to a sister setting up a new home and needing furniture pronto; kinda hard to host the annual Christmas festivities with no seating. Vacancies are wonderful opportunities. Seizing the situation, I choose to design and make the perfect chairs from scratch.
Making seating is not nearly as hard as many think. Basic woodworking skills, a notion of the type of seating preferred, a few reference standards to get the creative process off to a good start and an orderly approach and away we go!
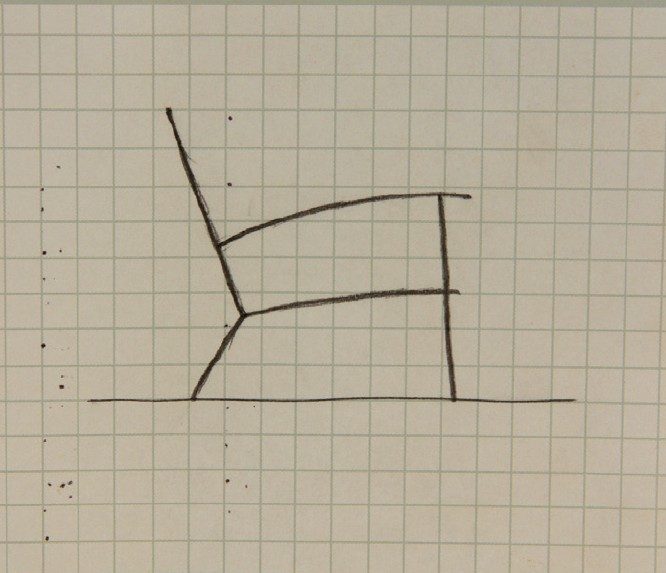
I need lounge seating; cushioned but not cushy, reclined for supported relaxation, dynamic yet inviting, and equally attractive from all sides. After a few moments’ thought, an image came to my mind’s eye. A quick five-stroke sketch reveals my imagined direction.
From concept to comfort: build a casual chair
Determine the general style
Raised in the “mid-century” amidst Scandinavian stylings, I’ve long admired the work of many of the Scandinavian designers, but principally Hans Wegner. Ludwig Mies van der Rohes’ 1929 “Barcelona Chair” is dynamic seating wonderfully distilled and Gerritt Reitveld’s “Red/Blue Chair” (1918) is simply sculptural seating of the De Stijl movement. From the “Arts and Crafts” period, the work of the Stickley Bros. and others exudes substance, while the “Mission” and “Prairie” creations of Frank Lloyd Wright and Charles Rennie MacIntosh of the early 1900s Art Nouveau period are refined, linear and reflect a strong Japanese influence that I also admire.
Stimulated with these sensitivities, I’ll enjoy crafting sculptural seating of refined quality and substance, to be enjoyed both visually and physically in my home. An exciting journey is about to begin but I must remain open to forks in the road.
Start where chair meets body
A side-view of only the seat and back emerges and questions arise; what depth to make the seat so it supports my long legs to just behind my knees? What height should the back be to offer support up to my shoulders? What angle should the seat be, relative to the floor, and the backrest to the seat? By isolating each aspect, testing and measuring other seating and researching established norms to confirm my thinking, I arrived at preferences I was sure would suit my preferences and physique.
Now, what height should the seat of the chair be above the floor for ease of use? The answer here will dictate the full extent of its supportive posture and suggest the chair’s overall height and presence within other furniture in the room. What thickness would I like the cushions to be? I want something sleek in appearance yet welcoming and comfortable; choices here will also affect leg length and govern seat elevation.
Checks and balances
What species of wood will I use, and what colour and type of seat covering do I want? A darker wood and cushions offers visual mass so I can reduce the dimensions of each member of the chair. Conversely, a lighter wood and cushions benefits from heavier stock and thicker cushions, otherwise the chair may look spindly. Dark suits my mandate.
Each question posed is resolved and my design antennae eagerly anticipate the next question; I’m an active part of an evolving process.
Time to draw
With graph paper, a ruler, a protractor and a sharp pencil, I begin by creating a 1/4 scale 2D side view to see the chair in profile. Seat frame angle, thickness and length, followed by seat back frame. Measuring down from the seat front 17” reveals where the floor is; I have my starting point for the legs.
The front leg needs to support the intended arm and the back leg the seat back frame, so now I know roughly the length of these parts, and the front to back dimension, so I draw them lightly. One by one, thoughts come, questions present themselves and elements and alignments are resolved. With the side profile basically completed, a fresh piece of paper will reveal the imagined front view, dimensions carried over from my profile view. I decide on a suitable seat width for a welcoming space, which automatically reveals chair leg and arm spacing and the relationship of the front legs to the rear to provide structure for the seat and back. I repeat the same process when drawing the back view, showing me the length and optimum elevation for the rear stretcher.
Roughly refined, 1/4 scale gives me a good look at the aspect ratio of a piece I’m designing and the relationship of the elements to one another, but is no good for exact placement of parts and joinery. For that I go to a full-sized drawing on thin sheet-goods. Scaling up from my graph-paper rendering, I set my floor line then precisely draw all three views including all hidden joinery details, each on separate panels of plywood.
Only now can I fully appreciate stock thickness, joint placement and spacing. I can now detect potential problems or weaknesses, which may affect the making process and/or the ultimate structure. Full-sized drawings not only prove the structure, they provide exact fractional dimensions, which can be taken back and entered on my graph-paper 1/4 scale drawings. More importantly, exacting full sized shapes of every part of the chair saves hours of measuring and calculating when it’s time for milling, then again for transferring dimensions and location points right onto the actual components as I make the parts. All the thinking is right there to refer to.
Next comes the prototype
A prototype is 3D proof-positive that reality matches imagination, or at least comes close, with ample opportunity for “seat time” and to tweak things before wasting time and ruining costly materials. I hate those “doh” moments.
I build prototypes from 4/4 or 5/4 rough kiln-dried poplar (aka American Whitewood). Well-priced, straight, medium density, it’s great for many projects plus it accepts stain very well, mimicking cherry surprisingly closely. “Fat” 4/4 stock, when cut to rough component size and dimensions, dresses down to the 7/8″ thickness I was after for most of my parts and 3/4″ thick to make the legs. Needing legs 2-1/4″ in cross-section, with 3/4″ stock and a lock-mitre bit, I easily fabricated four “tubes” with 3/4″ voids in the center that I filled with 3/4″ square stock to make solid legs once glued up. Hollow legs would have compromised the strength of the planned joinery. Arts and Crafts makers have used a similar method for decades to “build” their hallmark quarter-cut figured white oak legs.
Referencing my full-scale layouts, I dress, sand and cut each component to the exact length and angle, ready for mortising. Next, all mortises are precisely located and marked, transferring all locations directly from my full-scale layout and noting mortise depth right on each mortise site. Accuracy rules.
Invaluable Jigs
From years of off-and-on involvement with machine shops and tool making, I depend on accurate setups and precise jigs and fixtures. Jigs come in all forms and I appreciate them greatly for what they offer. A chair is a jig to hold a person in a preferred posture. Fences on jointers, saws and router tables “jig” stock precisely against the cutter(s). Accessory fixtures kit-out jigs, letting jigs safely and precisely assist in creating complex cuts and profiles. I often hear “Aw, I haven’t got the patience to make a jig … I’ll only be making that cut a couple times”. Sure, but taking the few minutes to make a jig I’ll be proud of means solving problems before they happen, assuring repeatable accuracy and working safely. Plus, once it’s made, a jig or accessory fixture often comes in handy for something else quite unexpectedly much later. If a project is worth doing, I’ve learned a precise jig is an excellent helper and a valued “keeper”.
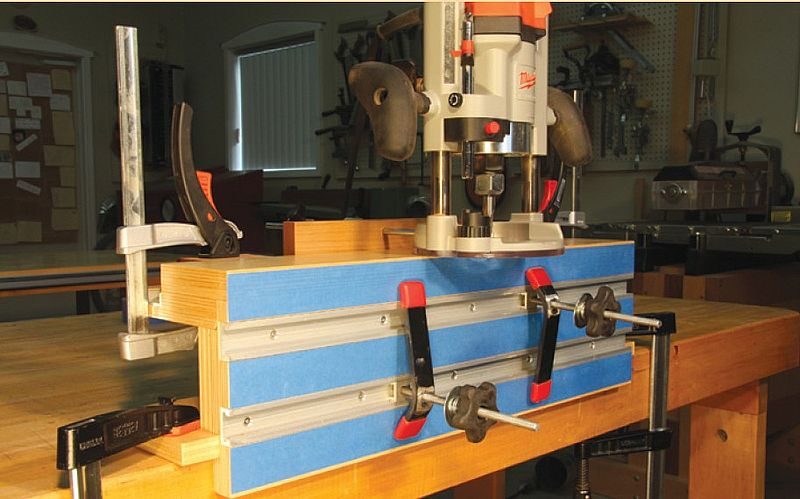
At my workbench, a plunge-router is set up on my shop-built mortising jig. Costing maybe $30 to build in 2005, I’ve used this simple setup alone and with effective fixtures to create mortises in almost all the furniture and architectural pieces I’ve made ever since. Today it will accurately hold and align my chair parts for mortising in ends and sides so floating tenons can be inserted and each part will mate exactly where intended without doubt or shimming. Slip fits set for glue-up. Having that confidence adds to the pleasure of the project immeasurably. (See sidebar “Floating Mortise and Tenon Jig”)
One by one, the mortise cut in one part is referenced to the mortise to be cut in its mating part without altering my router setup; no chance of misalignment. Next, tenon stock is ripped and sized to mate perfectly within the mortises. Tenon stock comes from manageable scraps cut away earlier, large enough to safely dress to exact thickness and width, measured with a vernier caliper, ready for rounding over the sides to slip-fit within the mortises. At my router table, jigs (fence) and fixtures (fingerboard) are located so a round-over bit will yield as much tenon stock as I need, uniformly.
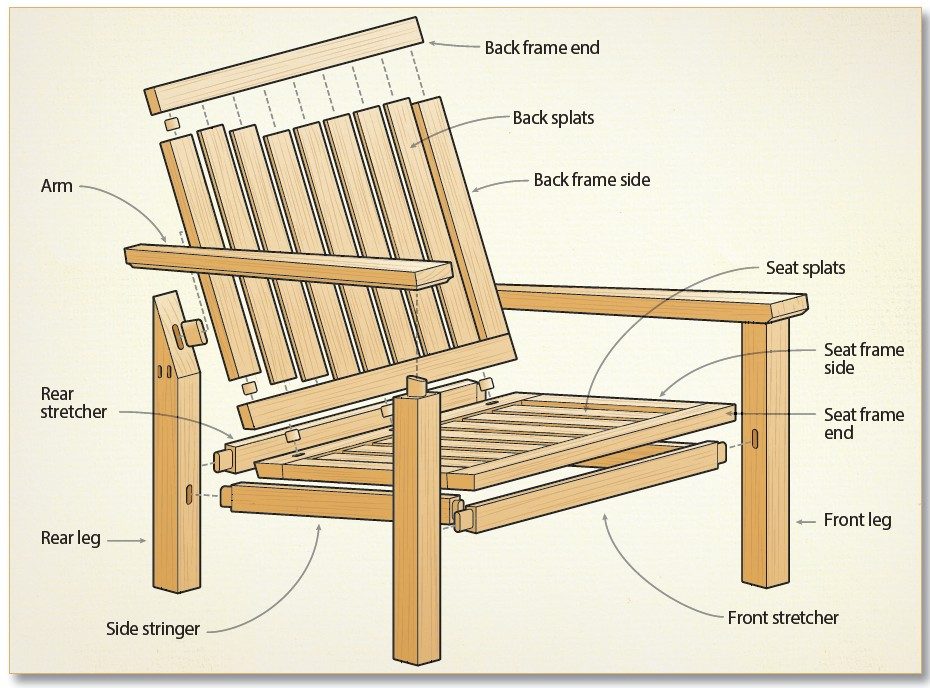
Just as the seat and back were my first consideration when sketching, they are also the foundation members for assembly of the chair physically. Seven splats are inserted into mortises in the top frame member, then side frame members are inserted. Next, working from one corner, mortises in the bottom frame member slip over the end of the left side, splats and right side member forming a seat frame. The process is repeated for the back frame assembly. Everything fits, the process proven … it’s time for glue-up. A thin application on all mating surfaces, and there’s no rush as epoxy offers plenty of working time.
Epoxy Wins
I use West System or G2 epoxy for furniture assembly; it surpasses wood glues for closed joint assembly like this. Epoxy lubricates all surfaces so joints glide together while its viscosity assures no hydraulic resistance during assembly. Epoxy yields joints that are far stronger than their mating wood surfaces, even if there are slight voids, which it solidly fills. Also, I enjoy its forgiving nature, allowing any minute squeeze-out to blend invisibly with the oil-bases varnish or urethane I prefer as a finish coat. Some resins are even created as an extremely durable glass-clear finish itself. Epoxy is stellar stuff.
With the seat and back assembled and curing, I pop over to our local custom upholsterer, and after some consultation and testing of foam densities I commission fitted cushions to be simply cotton wrapped and ready to coincide with the completion of my prototype.
A new morning brings my prototype’s much anticipated dry-assembly. Back and front legs unite with their respective stretchers to create subassemblies. Next, side stretchers join rear and front subassemblies. Then the arms drop into mortises in the side of the rear legs and top of the front legs. Now the seat and back frames I assembled the previous day glide into place exactly as expected.
It’s both exciting and anticlimactic as fit and align and to prove the assembly order, I take the whole thing apart, arranging each component just where it will go during glue-up.
Glue-up happens on my workbench which I’ve made sure is perfectly flat and true in both length and width, a fundamental precision “jig” to assure all four feet will touch the floor on plane once assembled and that all joints will unite square and plumb, or in some cases at 10°, just so.
Time to test
Next day, my prototype cured, it’s sight and seat time. What little changes might I perceive to improve the visuals? An eased edge here, a relaxed taper or resolving curve there; nothing major externally. Internally, I realize that if I increased the thickness of the finished stock by 1/8″ I can increase my joinery dimensions also, boosting strength, eliminating duplicate, overlapping joinery and saving production time. Kismet!
Tiny tweaks ... huge gains
The biggest physical surprise came when the prototype was set in my living room and I was sitting in it. My mind’s eye notion, great on paper, was slightly low compared with the other furniture in the room and didn’t quite offer the behind-the-knees support I’d expected. Blocks that were cut 1″ and 2″ thick and placed alternately under the legs quickly revealed that 1″ longer legs instantly solved both concerns, while 2″ longer legs would make the chair look lanky and feel unsettlingly upright. The prototype proved I was definitely on the right track and a few subtle alterations would yield a perfect chair for our home. Make two.
Again, but with mahogany
With the “mods” duly noted on my drawings, milling began to create stock for a pair of mahogany chairs to be fitted with red faux-leather upholstered cushions. I’d purchased some prime stock, +2-1/2″ thick, over 15″ wide and 22′ long from which to cut all my parts for both chairs. “God is in the details” and from this stock I was able to cut and mill parts to yield prime strength and appearance, while also book-matching some parts, so left and right sides of each chair, and many of their components repeat symmetrically, much like the human bodies they will support; I’d never find that in “off-the-rack” furniture. Most will never appreciate these details but I surely will as I’m richly rewarded by the look and comfort of my custom casual chairs.
Floating Mortise and Tenon Jig
For making furniture, cabinets, architectural doors and components mortise and tenon joinery, with floating tenons are exceptional. Stronger than traditionally cut mortise and tenon joints, very precise, repeatable and often faster to make; this mortising jig makes this all possible.
With floating tenon joinery, project parts are cut to exact exposed length with no allowance required for cutting tenons afterward. Then, by keeping all mortises the same width and thickness, tenon stock can be made in long lengths, then cut to create slip-fit joinery at exactly the tenon length required for each joint.
My mortising jig is “C”-shaped, in cross section, and is built of Baltic birch ply. “T” tracks, set into the front face, allow for placement of work-piece hold-downs, and a “C” channel at the top/rear accepts clamped stop blocks, as well as the routers wooden edge guide fence. Tongues on both ends of the jig’s base allow it to be clamped to the bench.
Epoxy, used to bond the joints, lubricates the parts so they slip together effortlessly and cure far stronger than the surrounding wood. Tenon stock can be made of harder wood than the project materials for additional strength, or made from off-cuts of the project stock for better stock utilization.

Photos by Mark Salusbury
Get it Started
A simple sketch is a good place to start. Even though it’s not nearly enough to build the chair, it will set your mind in motion regarding general shape and style of your future chair.
The Prototype
A great way to see what your design will look like is to build a simple, quick prototype.

Now the Real Thing
Once the prototype was studied, and any modifications were made, Salusbury starts work on the ‘real’ chair; this time out of mahogany.

Reduce Mistakes
With all the similar parts, Salusbury uses a story stick to layout a lot of the joinery. This way there is less chance of error.

Assemble the Chair
With a dry-run under his belt, Salusbury makes sure he has everything he needs nearby, and assembles all the parts with epoxy. Notice the engineer’s squares to check for square.

Three Way Adjustment
An edge guide fence made to precisely fit the “C” channel offers smooth lateral movement. Fore and aft adjustment is made using the router’s edge guide assembly. Mortise depth is controlled by the plunge router’s depth mechanism.

Stop Blocks Determine Mortise Length
With the router attached to the edge guide assembly, the guide’s wooden block runs in the rear “C” channel. Clamped stop blocks restrict the mortises length. A sharp “end cutting” up-cut spiral router bit makes for clean mortises.

Secure the Work-piece
Hold-downs snugged with knurled knobs on shop-made tee bolts secure stock and jig fixtures of all sizes and thicknesses. Blue painter’s tape offers a replaceable face and ample friction to hold stock once located and clamped in position.
Angled Blocks
A story stick aids in repeatable, precise joint layout. Shop made jig fixtures support stock at custom angles. These blocks can be clamped to the face of the jig, then work-pieces can be referenced off them and clamped in place.

All Together Now
Used in conjunction, the support blocks, router, guide and stop blocks give almost unlimited options when it comes to routing mortises.

Floating Tenons
Once the floating tenon lengths are machined to exacting tolerances, round their edges over on the router table.

Illustration by James Provost






Hello Mark, I really appreciate the build tips. I have always believed in, ‘form follows function’ -that fit and comfort should be paramount. Thanks for the info, appreciated.