PROJECT
Craft a Timeless Rocking Chair

Jonathan Otter

Find more Chairs and benches projects
A rocker is on just about every woodworker’s ‘bucket list’. If you can appreciate smooth, subtle curves and are up for a challenge, this design might be for you.
Building a chair is, in many ways, the most difficult task a woodworker undertakes. A chair must be light enough to move easily, must stand up to the strains put upon it decade after decade, should look beautiful and graceful, and should accommodate the human body with comfort. This means a good chair likely has many curves, few straight lines and no right angles. Building a rocking chair adds to this litany of demands that it be balanced just right and rock smoothly without travelling obliquely across the room.
Craft a Timeless Rocking Chair
Design, on the fly
With the birth of my daughter, Sophia, it was time to make a rocking chair. The basic Windsor form, with its flexible spindles and deeply sculpted seat, makes a wonderful platform, and I wanted to explore the possibilities of this design. While my sketches provide the basic silhouette, much of my design work is done intuitively. The shape of one part informing the next. As is my habit, I started with the seat.
The seat
The shape of the seat is very much a matter of taste, save a few necessary design principles. The back curve of the seat should fit the lumbar region well; this chair uses a 10-3/8″ radius. The width of the seat must be wide enough for the average human to fit comfortably between the arms; the seat of this chair is 20-3/4″ wide at the front. The length of the saddle also needs to be considered. Too long, and the edges will dig into the backs of our legs. Too short and you’ll feel as though you want to fall out of the rocker on its forward swing. I chose a 20″ overall depth, leaving a carved seating area of 18″.
I begin with careful selection of the pieces from a single black cherry plank for perfect grain and colour matching. After jointing and planing each piece, I arrange them in order and temporarily clamp them. It is advisable, especially if this is your first chair, to mark the X and Y axes. This will help when laying out and drilling the leg and spindle holes but it also assists in keeping the seat symmetrical. Then I mark out the areas and depth of material that will be removed. For this chair, I leave what is called the spindle rail most of the way around the outside of the seat; an area about 2″ wide. This is where the spindle holes will be drilled. I also lay out the pommel, the raised peak in the middle and front of the seat.
Instead of gouging or grinding all that wood into sawdust and shavings after the seat blank is glued, I remove most of it from each section of the seat blank using the bandsaw before the pieces are glued, setting the table to the desired angle and carefully sawing on the waste side of the lines. After cutting as much as possible of the ‘to-be-carved’ area, I lightly joint the edge of each piece to clean up any ‘fuzzies’ left behind from the bandsaw. Then I apply glue to the edges. I arrange them in order, making sure all of the earlier tracings line up, then clamp them.
Legs and spindles
While the seat is curing, I make the legs and spindles. For this chair I used white ash. The leg blanks are 2″ square. The front legs are 16″ long and the back legs 14″ long. Because I prefer to expose the joinery of my work wherever possible, I turn the legs with tenons 2-1/2″ long. The tenons come through the seat and are wedged for permanent strength. The legs are turned in a simple taper, 1-3/4″ in diameter at their thickest point just below the tenon shoulder, tapering to 1-1/4″. While still on the lathe, these legs look beefy, but resist the temptation to pare them down; the rocker is set into slots in the legs and there needs to be enough wood on either side of the rocker for support.
White ash is an excellent wood for spindles. Its long straight grain allows graceful curves from seat to back crest and lends comfort as they flex to the sitter’s back. I cut the spindle blanks from straight-grained stock about 30″ long. It isn’t possible to completely turn the long thin spindles on my lathe, as they would whip and shatter, but checking the thickness frequently with calipers, I can turn the 5/8″ diameter tenons on the seat end of the spindles without any risk. I use the bandsaw to rough out the taper by eye. Working to a top diameter of 3/8″, the spindles are brought as close to their finished size as possible with block plane and spoke-shave. Final smoothing is done by sanding.
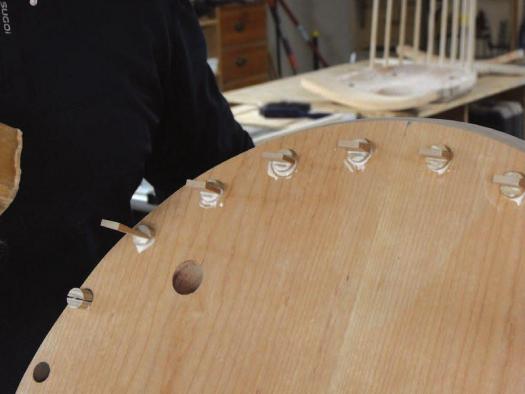
Drill the seat
I lay out the spindle holes around the back of the seat, spacing them about 2-1/4″ center to center. To my eye this looks right, providing enough back support without looking busy. Use an even number of spindles. Chairs with an odd number of spindles always have one dead center at the back, which will cause the sitter to shift repeatedly in the chair trying to figure out which side of the spine dislikes it least. The spindle holes should also be drilled close to the carved seat area, leaving enough stock behind the spindles to support their outward strain, and at the same time hugging the sitter’s lumbar region.
The back spindle holes are all drilled at 12° from vertical to the plane of the seat but without side angles; the wide back crest will impose outward bends to the spindles. The arm spindle holes are drilled at compound angles, however, to allow a little extra room between the arms and to give a pleasing transition from the back to the front. The legs also use compound angles; the front legs are splayed 5° from vertical forward and 5° to each side; the back, 20° rearward and 5° to each side. It is important to keep the side angles on both front and back legs similar to accommodate the rockers.
My drill press has a table that tilts in only one plane so I added an auxiliary table of plywood that allows me to drill the compound angles that these chairs demand. It can be hinged from either the front or back of the table, depending on which side of the seat blank I’m working. I use a protractor to measure the angle of the drill bit to the table and clamp it in place using C-clamps. All of the 5/8″ spindle holes and the 1″ legs holes are drilled completely through the seat from the top using brad point bits. I make sure to hold the seat blank square to the drill press itself (here is where the X and Y axis lines come in handy) and drill slowly through the bottom to prevent splintering.
Shape the seat
I now cut out the shape of the seat on my bandsaw and fair the curves with a spokeshave, then use a 5″ angle grinder with a Lancelot grinding wheel for hogging out the seat. The possibility for injury or ruining the seat blank is high with the wheel spinning at 10,000 rpms. All guards and safety precautions are essential, as is a firm grip and a light hand. I sculpt by eye to start with, then stop and measure the depth in various places to ensure balance. On a seat blank that is 1-7/8″ thick, I routinely carve 1-1/8 ” at the deepest point near the rear legs. I sculpt the pommel, or peak at the front of the seat, to rise gradually to its highest point. This provides some support to the inside of the sitter’s legs, and best of all, reveals stunning grain patterns. I also round the front edge of the seat well over. Sharp edges on a saddle might look good, but they are uncomfortable to the sitter’s legs.
Next, I use my bandsaw to cut a 45° facet between the bottom and rear edge of the seat, which gives the seat a more delicate look without significantly reducing its strength.
After roughing it out I switch to a 24 grit sanding disc on the grinder, then progressively use finer grits, finishing with 220 on the orbital sander and finally switching to hand-sanding with 320 grit. Sanding by hand allows you to feel the slightest undulations that your eyes will miss, but will be oh-so-obvious when the oil finish is applied.
Install the spindles
The back spindles can now be glued and wedged into their holes in the seat. After dry-fitting the spindles so their grain patterns look harmonious, I mark the slots perpendicular to the direction of grain in the seat and number each one. I bandsaw the slot into the end of the spindle about 1-1/2″ and cut 4° wedges from scrap on the table saw using the mitre gauge set at a 2° angle. For a pleasing contrast with the light-coloured ash spindles, I use waste from the cherry seat blank for the wedges. Spread the glue all around the inside of the hole as opposed to applying it to the spindle. Slide the spindle in from the top and situate it with the wedge slot perpendicular to the direction of grain. The force exerted by the wedge can split the seat like firewood if it’s driven parallel to the grain. Force a little glue into the slot and drive the wedge home with a few firm whacks with a mallet. After the 10 spindles are glued and wedged, leave them to cure while turning attention to the rest of the chair parts.
Back crest
I cut the back crest from 12/4 cherry, 24″ long with a 3″ sweep and just over 1″ thick. I use the same pattern for the curved arms and cut them at the same time and from the same plank. After fairing the back crest with a spokeshave, I clamp it temporarily to the top of the spindles and arrange them in pleasing arcs upward from the seat. The spindles bend outward slightly reaching up to the greater radius and length of the crest; this transition matches very nicely the way our backs are shaped from the rounder lumbar radius to the flatter profile of the shoulder area. These bends can be achieved by both the placement and angle of the spindle hole in the crest. I mark the angles by tracing on either side of the clamped spindle. This is also the best time to determine the height of the back. I measure up 25″ from the seat on each outer spindle and make a mark. This marks the bottom of the back crest. The spindles should penetrate at least 1″, so mark this distance on each spindle above the bottom of the crest. Cut the spindles to length afterward.
After all the necessary marks are made I drill the holes by eye with a cordless drill and a 3/8″ brad point bit, holding the crest in the vise. After the holes are drilled to 1-1/4″ depth, I sculpt the top of the back crest to suit using the bandsaw then switching to the spokeshave. The back crest should be in keeping with the rest of the chair, with softened and rounded edges for comfort when resting the head.
The arms of this chair are a challenge for even an experienced woodworker. My design calls for the outer back spindle to pass through the arm. Am I trying to stabilize the arm with this arrangement, or am I just showing off? I’m not sure. Perhaps both. At any rate, the result is pleasing and never fails to draw a response from visitors to my showroom. But with the spindle curving up and outward, and the arm curving downward, drilling this hole requires sober forethought and careful placement. I clamp the arm temporarily in place and mark the center and angles for the 5/8″ hole. The one angle can be determined by tracing the back spindle to which it is clamped. The other angle is about 5° from vertical. After marking one arm I clamp the two arms together and transfer the marks to the other. This ensures a symmetrical set of arms. The holes are drilled by eye, after which I slide the arms over their spindles and position it to mark the holes for the arm spindles with the back crest dry-fitted above to hold the spindles in their respective arcs. On this chair, the front of the arm is about 5″ above the seat, while the rear of the arm intersects the back spindle at the 11″ mark. This downward slope matches the natural fall of the sitter’s arms, making it exceedingly comfortable for holding a baby or just plain relaxing.
Install the arms and crest
After drilling the 3/8″ spindle holes through the rough arm, again by eye, I set to shaping it, working intuitively with the bandsaw, Maloof-style. Smoothing and final shaping is done with spokeshave, scraper and sanding. With the arms slid down over the outer spindles, the back crest can now be glued in place. I use two-part epoxy for this operation. Its long open time is needed to fit all 10 spindles and drive the back crest down, seating them in their holes. Measure down to the top of the seat to make sure it is the same height on both ends. The antagonism of the spindles should hold the crest in place, but epoxy can be slippery and since it takes a while to set, the crest can slide slowly out of position. I clamp it lightly to the outer spindles until I can drill 1/8 ” holes through four of the spindles in the back crest and drive dowels to lock them in place. After this is done, the arms can be positioned in place by sliding the front arm spindles up through the seat and into their arm holes; both top and bottom tenons wedged and glued in place. The other spindles can follow. This is a major advantage of using through tenons; the spindles can be slid into place one at a time, instead of trying to fit all the spindles into their matching holes at once – a feat that requires limitless patience and six hands. I drill 1/8 ” holes through the seat and into the arm spindles and insert dowels. This prevents any possible future loosening that I have frequently encountered in antique chairs brought to me for repair.
Add the legs
When the glue has cured (for epoxy, allow 24 hours) I turn to the lower half of the chair, cutting off the protruding wedged spindle ends with a flush-cut saw, sanding the underside of the seat to 220 grit (this is where I sign my name and date each chair) then glue and wedge the legs in place using the same method as the spindles, being careful to line up the wedge slots perpendicular to the direction of grain in the seat. Position the leg you are working on right above the leg of your workbench. The force used is considerable when driving the wedge home, and this force is thus transferred directly to the floor. The legs on a rocking chair are shorter than a standard chair, but before the rocker joinery can be undertaken, I level the chair on the table saw top, the flattest surface in my shop. The back of the seat should sit 12″ from the surface, and the front at 17″. The backward tilt of the chair at this stage will seem extreme, but this will change once the rockers are fitted, the chair resting on its rockers just ahead of the rear legs. You can play around with this balance to suit your own preference, but be careful, a 1/4″ change fore or aft can make a surprising difference.
Rocker slots in legs
Then I set the table saw to cut the slots in the bottom of the legs. The rockers are 5/8″ thick, so the slot must be as well. First I add a 4″ high solid wood guide fence to the face of my rip fence. This fence should be long enough to guide both front and back leg during the cuts. I elevate one side of the chair about 5° by clamping a long board on my table saw’s surface, so the legs that are not being cut are elevated and can be supported on the board. This causes the legs that are being cut to rest against the solid guide fence vertically. The fence is set a small distance from the blade, and machines both inner and outer surfaces of the slot to accept the rocker. I make the first pass with the blade set 2-1/2″ high, then adjust the fence and take more passes until the slot is just a whisker under 5/8″ wide. During each pass I’m removing material from the front and back leg, on one side of the chair.
With the first two slots complete move the fence and support board to the opposite side of the blade. With the rip fence set to cut the first face of the other two slots move the chair to the other side of the blade, and repeat. Although this method takes a careful hand, requires a bit of planning and isn’t for beginner woodworkers, it ensures the slots are perfectly lined up from front to rear. If you didn’t feel safe making these cuts, you could use a handsaw and a long straightedge to keep the slot edges aligned. The slot bottoms are cleaned up with a chisel. Before setting the rockers in place, I round the bottoms of the legs with a coping saw, file and sandpaper to impart a finished look against the rockers.
Rockers
The rocker pattern I use has a 45″ radius, which yields a slower, less choppy rocking motion. This pattern also incorporates a slight opposing curve ‘tail’ at the end of the rocker, acting as a stop for ‘manic’ rocking. The length of the rocker is 36″ and the overall depth is 4-1/4″. The top of the rocker is left straight and fitted first to the legs by sanding to fit the slot tightly. After both have been situated evenly front to back, they can be marked, bandsawn to shape then smoothed to their final profile. The bottoms are smoothed together in the vise with a block plane pushed evenly along the curve to remove all flat spots that result in bumping and creeping when the chair is rocked. I glue and clamp the rockers into their slots, drilling a 1/4″ hole through the leg and rocker and inserting a dowel.
A final hand sanding and several coats of my signature beeswax, linseed and tung oil finish lend a beautiful lustre to a chair that will provide many years of gracious use and one that perhaps my daughter will use to rock her children.
Photos by Jonathan Otter (Lead Photo by Johanna Matthews)
Excess Wood
To remove the bulk of the waste in the seat Otter uses the bandsaw. Notice the pencil lines on the workpiece, in order to ensure he doesn’t remove too much wood.

Spindle Tenons
Working on the lathe Otter sizes the ends of the spindles to fit the 5/8" diameter holes in the seat (above). Then he removes the spindles and does the remainder of the shaping by hand (below).


Angle Boring
With a hinged angle jig attached to his drill press table, Otter drills holes in the seat to accept the legs.

Double Check
Repeatedly checking the dimensions keeps Otter from removing too much wood, and ruining the seat blank, while shaping.

Angled Edge
With the table titled to the correct angle, and a line marked on the side of the seat blank, a 45° facet can be cut into the outer edge of the seat.

Against the Grain
When Otter aligns the spindles, he ensures they are all rotated so the wedge slots are all perpendicular to the grain of the seat. Doing otherwise might cause the seat blank to split when the wedges were tapped in place.
Spindle Length
With the spindles seated in the seat, Otter brings the crest rail into position so he can mark the length of each spindle, as well as mark their location and angle on the crest rail.

Crest Holes
With keen attention to the marks he just made, Otter drills the spindle holes in the back crest free-hand.

Arm Rest Holes
To mark the hole for the outer spindle to pass through the arms Otter seats them in the arm spindle and uses a clamp to hold them in place.

Even Rockers
In order to create two even rockers, Otter clamps them in his vise and planes their bottoms at the same time.

Wedged In
Now that the arms are in place, and the arm spindles are located in the seat, Otter can tap the wedges into place.

Extra Insurance
To ensure a lasting joint between the legs and rockers, Otter drills a hole and inserts a wood dowel.

Difficult Arms
The arms are probably the most difficult step of this build, but when they’re complete they add a graceful, comfortable aspect to this elegant rocker.

Illustration by Len Churchill











Dear Jonathan,
I’m an amatur yer enthusiastic woodworker with some experience in fine woodworking, and recently I decided it’s time for my first rocker 🙂
I have a few questions regarding your beautiful design, specifically regarding the back crest and the fitting of the spindles. I Hope that’s OK.
1. Regarding the back crest – did you cut it from a single piece with the twist, or rather prepared a squared block, then twisting it using a steam box or some similar technique?
2. Following the above – when preparing the crest holes – I didn’t understand how you decide the angle of the hole? To my understanding all of the back spindles are with the same angle on the chair (12 deg.). I also wasn’t sure what makes the center spindles get their “arcs” – is it just using force and clamping them in place when measuring the holes location and angle over the back crest?
3. Finally – regarding the arms – to my understanding the outer spindles are of varying width (from 5/8 on the chair to 3/8 on the crest) . And the holes in the arms are set to 3/8. Is there any method to work accurately on both outer spindles so that the arms will slide right to the same point on the spindles?
I hope this is not too much. Regardless, I want to take this opportunity to say I appreciate your work and information you uploaded online. It is beautiful and I learned a lot from it!
Thank you!