PROJECT
Continuous Arm Windsor Chair – Part 1

Tony Peirce

Find more Chairs and benches projects
An ultimate woodworker’s challenge - to make a Windsor chair by hand using traditional chairmaking techniques.
The Windsor chair is a timeless classic that dates back to the end of the 17th century. No one knows for certain, but one tale is that a farmer, who lived near the town of Windsor in England, added a back to a stool thereby creating the “Windsor chair”. The design was quickly adapted in North America and a range of styles were developed throughout New England and what was Upper and Lower Canada. Though there are many varieties of Windsor chair, we’re going to build a continuous arm chair here.
Continuous Arm Windsor Chair – Part 1
Making the seat
The seat of a continuous arm chair is 17-1/4” long from the front to back and 19” wide. I use two pieces of 10” wide 8/4 clear rough pine or poplar cut from a 36+” long plank to make the seat. I dress the top and bottom using a jack plane. I then cut the plank in half and join the opposing edges with the jack plane followed by a smoothing plane. I “spring” the glue joint by passing the plane once through the middle two-thirds of the joint and then once more for the full length, then apply glue, clamp and allow the blank to cure overnight.
The seat template
I use a seat template to draw out the shape of the seat and to position the location of the chair legs, spindles and arm stump mortises. The template also has the positions of all the spindle mortise centers, the position and direction of sighting lines and the angles at which mortises are drilled in relation to the sighting lines. I use 3/16” melamine for my seat templates, but first I draw out the pattern on Bristol board. I draw the seat shape connecting the top of the center line with an arc and finishing the shield shape using a French curve, or by eye. I mark off all the measurements indicated along the center line as they will be used later to complete the template. Once satisfied with the shape, I cut out the paper template, trace it onto a piece of 3/16” melamine and cut out the pattern on a scroll saw or band saw. I pierce the Bristol board with an awl to accurately transfer the leg, arm stump and spindle mortise centers onto the melamine, which I drill out with a 1/8” bit, and I sand the edges of the template smooth.
I leave the seat blank in its clamps overnight to allow the glue to cure. In the morning, I unclamp the blank and smooth its top and bottom. Using the template, I trace out the shape of the seat, mark the arm stump and leg mortise centers with an awl and draw the center line.
Drilling leg and arm stump mortises
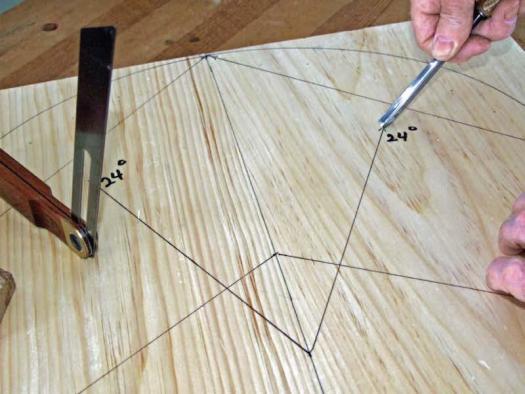
The foundation of a Windsor chair is its seat. Unlike a traditional chair, whose back legs are also part of the back, the Windsor chair’s legs and back are attached to the seat independently of each other. This allows the chairmaker to adjust the angle of the back to suit the client’s needs. With the exception of the center spindle, all the angles of a Windsor chair are compound angles having both “splay” or a side to side component and “rake” or a front to back component. To simplify drilling, sight lines are used that are a combination of both the rake and splay in a single direction. Lines are drawn from the rear leg mortise centers to the mark on the center line 13-5/8” from the back of the chair. Similarly, lines are drawn from the front leg mortise centers to the mark on the center line 10-1/4” from the back along the center line. If done correctly, the lines form a diamond shaped trapezoid. Finally, lines are drawn from the arm stump mortise center marks to where the center line intersects the back of the chair
Traditionally, all mortises in a chair are drilled using spoon bits, which are numbered in 1/16th inch increments. For example, a #10 spoon bit would be 10/16” or 5/8”, which is the size used to drill the arm stump and leg mortises. Spoon bits allow the chairmaker to adjust the angle as the hole deepens, which is particularly helpful when drilling curved surfaces. I personally find it easiest to drill these mortises before I begin to shape and carve the seat. I drill from the top of the chair to the bottom in case there is any tearout, although this can be avoided by clamping the seat blank with wooden handscrews onto scrap boards where the drill bit exits. Spoon bits tend to wander, especially if one has never used them before. It is always easiest to make a start dimple in the center of the mortise marks to prevent wandering.
Using a bevel square, I set the angle of the mortise, align it with the sight line and using the sight line and the bevel square as guides, I drill the mortise. I always start at 90° to the surface I am drilling and as the tip of the bit penetrates, I “walk” it back to the appropriate angle. The front leg mortises are drilled sighting down the sight line towards the front outside edge of the seat blank at 16º. Similarly, the rear leg mortises are drilled sighting down the sight line towards the rear outside edge of the seat blank at 24º, and the arm stump mortises along the sight line towards the rear center of the seat blank.
Cutting out the seat and shape the edges
I use a band saw to cut my seat shape out of the seat blank. I scribe a reference line for the spindle platform and seat groove around the back using a compass set at 2”. I then trace out a transition arc at the front of the spindle platform such that there is always 1” from the center of the arm stump mortise to the seat groove.
The seat edge is contoured so that it’s both visually appealing and still provides maximum strength and structural support for the spindles and arm stump. To achieve this, the top one-third of the back and sides of the seat edge is initially left at 90°, the middle one-third is shaped to 80° and the bottom one-third is carved at 45° relative to the spindle platform. I place the seat blank in a bench vise and, beginning at the bottom, carve out the 45° angle followed by the 80° angle using a drawknife. I then smooth out and round over the back and side edges using a low angle spokeshave.
To give the illusion of thinness, the front of the chair is carved away in a flat surface from the center high point of the pommel towards the bottom at an angle of 120° using a draw knife and bench vise. I have sliced away enough wood where the angle cut away from the bottom, which is flat across the front of the chair, intersects at a point at the top of the pommel. At this stage, I turn the seat over and draw a line about 1-1/2” wide outlining the transition carving from the back and sides to the front of the chair seat. A drawknife and spokeshave is then used to smooth out the transition from the side edges to the front face of the chair. To complete this stage of the seat preparation, the seat platform groove is then carved freehand using a 7 mm #11 straight shaft gouge or veiner.
Shaping the saddle
The seat or “saddle” of a Windsor chair is deeply sculpted and rises toward the front of the chair pommel. A series of curved tools are used to carve the saddle. As I progress from one to the next, the curve in the next tool is progressively flatter than its predecessor. Using a gutter adze first, I rough cut the saddle 1” from the sides of the seat platform groove and 3″ from the pommel toward the middle of the seat. I then use a scorp to remove rough chips and to further carve out the seat, beginning 1/4” from the seat platform groove. I further refine the saddle shape using a compass plane starting 1/8” from the groove followed by a travisher to a maximum depth of 1″ approximately four fingers width from the seat groove and rising to the top of the pommel. I use a straight stick placed across the width of the seat to ensure that the saddle shape is symmetrical, taking care the front leg mortises remain as close as possible to the same thickness as the spindle platform. I use the compass plane and travisher to carve material away from the front of the spindle platform and then “roll” the edges of the seat over from the leg mortises to the edge with a travisher and spokeshave to define the pommel. Once satisfied with the seat carving, I scrape the seat smooth and polish it with 150 grit sandpaper.
Legging up
The under structure consists of four legs and three stretchers, the latter of which form an “H” and support the legs under compression. There are many styles of Windsor chair leg turnings, the most common of which are the bamboo and Philadelphia style. I often make plain tapered legs, stretchers and arm stumps for clients who want more contemporary styled chairs. Every chair maker should develop their own style. I use air dried rived maple or birch for the legs and turnings are done with a roughing gouge and a skew.
Ream the leg mortises
The leg tenons are tapered, which require reaming the leg mortises. I sight clamp the seat in a bench vise with the bottom facing away from the bench and the pommel up with the front leg holes aligned parallel to the floor. I sight down a front leg mortise from the underside of the chair and, using a tapered reamer and brace, ream the hole slightly. I ream the second mortise slightly, lock both legs in their mortises and check the splay angles are the same using a bevel square. To check the rake, I place a winding stick across the legs at the bottom of the seat, a second stick across the leg at the leg mortise mark and sight down the legs to see if the sticks are parallel. Selecting one leg as the reference, I reset the tapered reamer by turning the brace backward, ream the mortise slightly further making the appropriate corrections to the splay and rake angles of the second leg. The mortises are reamed until the leg tenon protrudes slightly through the seat. I check the rake and splay as I progress and continue to make minor adjustments until the splay is the same and the winding sticks are parallel. I then remove the front legs, turn the seat 180° and repeat the process for the back legs, taking care to avoid damaging the pommel in the vise.
Making the 'H' stretcher
After trimming the leg ends, I use a twisting motion to lock all four legs in their mortises, place the chair on the bench and measure the distance between the front and back legs using a carpenter’s rule. I measure and determine the average distance at the score between the front and back legs. Every stretcher tenon is 1-1/4” in length and, since there are two on each stretcher, 2-1/2” will need to be added to the stretcher length to accommodate the tenon at each end of the stretcher. The undercarriage of a well-made chair is held together with mechanical tension as well as glue. To achieve the tension, I add 1/4” to each of the stretchers, which makes them the average distance between the front and back legs plus 2-3/4”. I divide this total by two, set a pair of dividers to this length and mark the stretchers using the dividers. I always compare the marks with the chair to see that they make sense. I then cut them to length on the outside of the marks, cut the tenon 1-1/4” long using a brace and tenon cutter and round the ends to the same shape as the tip of the spoon bit using a sweep gouge.
To determine the angles to the leg mortises, I attach winding sticks to the outside of the front and back legs at the leg scores. I then use bevel squares (one marked with an F for “Front” and the other an R for “Rear”), and set the bevel squares at the average inside front and back angles, which are formed at the intersection of the legs and winding sticks. I then mark the front legs, dismantle the chair and, using a number 10 spoon bit and brace, drill the front and rear leg mortises to a depth of 1-3/8” at the appropriate front and rear angles.
Once the leg holes are drilled, I dry fit the legs and side stretchers. I turn the seat upside down onto two scrap boards, allowing room for the end of the leg tenons to protrude. I then drive the legs home to fit snugly in their mortises. I turn the chair over and use the same technique described above to determine the distance between the side stretchers, then add 2-3/4”. I then align the front legs with the front of the bench. Using winding sticks between the front and rear legs on the bench, I determine the angle of the center stretcher mortises. I disassemble the chair and use the angle locked on the bevel square as a guide to drill the side stretcher mortises to a depth of 1-3/8”. I cut my 1-1/4” tenons using the tenon cutter, and round over the tips with a sweep gouge.
Assembling the undercarriage
I apply glue liberally to all the mortises, assemble the undercarriage ensuring that all the stretcher tenons are snugly in their respective mortises, and hammer the legs home. The leg tenon stumps are then cut approximately 1/8” above the seat using a coping saw. I then make wedges from scrap oak rivings using a draw knife, split the protruding leg tenons across the seat grain to avoid splitting the seat and glue and hammer the wedges into the tenons and seat. I know when I have gone far enough as the sound of hammering the wedge home makes a distinct pitch change.
The target height of the chair is 18” at the top of the pommel and 17-1/2” at the back of the seat. I first level the chair across the front of the spindle platform using wedges under the legs. I then measure the height at the front and back of the chair and determine how much needs to be removed from the front and rear legs to achieve the target heights. I set a compass at the amount to be removed and scribe a line on the legs parallel to the bench. I then trim the legs on the outside of the scribe line using a back saw or dozuki, check the level and adjust as needed. Using the sweep gouge, I then trim the outside of the bottom of the chair leg at an angle of approximately 60o, removing no more than 1/8”. This is to prevent chipping a leg when someone sitting in the chair slides back and forth in it. Once the glue has dried, I trim the leg tenon stumps using a sweep gouge and mallet, scrape and sand the chair seat.
Riving
One reason handmade Windsor chairs last for generations is that wood for the back and the legs is rived from logs. Riving wood is to split wood so the grain is continuous from one end to the other. I rive in the direction from the top of the log toward the thicker bottom of the tree. I split the log with the aid of a maul and wedges. I often find any unwanted resistance during the process of splitting a log can be overcome with the help of a sharp axe. Once the log is split and quartered, I cut it to lengths and use a froe to rive out our chair parts.
For the back components, I try to rive our “boards” roughly 1-3/4” thick and 60” long using a froe and maul. The process involves applying pressure to the froe, which opens the split and then working down the split incremental steps. I use a homemade support to brace the end of the log. When things don’t go as planned and the boards taper off to less than 3/4” at the far end, I saw them into 23 to 24” lengths for the spindles. I then rive these boards using a spindle blank approximately 1” x 1” x 24” long and the arm blank approximately 1-3/4” x 1-3/4” x 60” long. I use veneer grade green red oak for the back components and either sugar maple or yellow birch for the chair legs, stretchers and arm stumps.
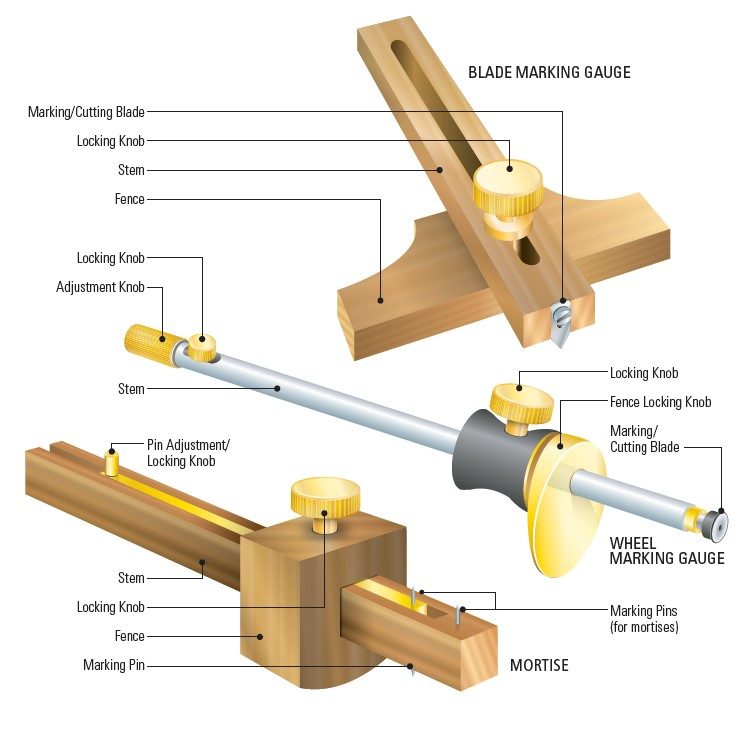
Gauges
I use two gauges to speed up the chairmaking process. One is a squared up stick 13/16” x 13/16” x 10” long and the other a 1/2″ thick piece of hardwood with 3/8”, 7/16”, 5/8” and 7/8” holes drilled into it. The first is used to facilitate planing the arm blank and the second to measure spindle diameters.
Shaping the arm
As it implies, the core of the continuous arm chair’s back bow and the arms are made with one continuous piece. I rough out the arm blank using a draw knife and bench vise, roughing it out to approximately 1 to 1-1/4” square. When I use a drawknife, I always stand to the side with my right arm (I’m right handed) over the piece I’m working on. I’ve learned the hard way if I catch a pin knot and my vise is not as tight as it should be, the wood blank can be propelled and do the damage of a well-aimed punch to the solar plexus. I follow with a jack plane to smooth the blank “flat”. Note that I’ve placed “flat” in quotation marks for a reason. Green wood always has a natural curve to it. I place the wood with the curve up on the bench and use pressure to flatten it. As the piece is 60” long, I use hand screws at the far end to hold it in place against a bench dog and clamp the blank flat using hand pressure at the vise end. I then smooth the top flat, repeat the same process rotating the blank 90 degrees each time. This process ensures that the grain remains continuous from one end to the other, which would not be the case if the wood was joined in the traditional manner to remove the curve. Once two adjacent sides are planed flat, the arm gauge is used to scribe lines to help the planing process.
Having planed the arm blank 13/16” square, I trim it to 56” long. I always bend with the natural curve and one of the radial or edge grain faces against the main part of the bending form. In my experience, bending with the tangential or flat grain often results in breakage or tear out more. With this in mind, I mark the center and bending direction with an arrow in the direction I want to bend the wood. The arm blank becomes thinner at the transition from the arc or bow to the arm rest. To achieve this, I remove material from the underside of what will be the arm rest starting at 16” from each end and tapering down to 9/16” at 14” from the end. The wood I cut away is layers of the flat grain, which I mark on the underside of the arm and scribe a line from the 14” mark to the end. I then carve the transition with a drawknife and smooth it with a spokeshave and scraper.
For part 2
Starting with the process of steam bending, read part 2.
Photos by Tony Peirce
Leg Angle Sight Lines
Sight lines are drawn on the seat blank to facilitate drilling leg mortises by hand.

Mortise Dimple
Making a small dimple in the wood helps stabilize the spoon bit when the drilling begins.
Drilling Through
The mortises are drilled through the seat blank using a spoon bit and brace.

Scribing Saddle Platform
A compass is used to scribe a reference line for the spindle platform.

Drawing Platform Front
The front face of the spindle platform is traced out 1” from the center of the arm stump mortise.

Smoothing Seat Back
The back of the seat is smoothed using a low angle spoke shave.

Seat Front
The seat front is carved flat using a drawknife.

Pommel Defined
A pencil line is drawn to help define the seat pommel. The material above the pencil line will eventually be removed when the seat is dished out with an adze, scorp or other tools.

Transition line
A line is drawn under the seat outlining the transition from the back of the seat to the front face.
Completed Seat Transition
The finished transition from the back to the front face of the seat.
Using a Scorp
The traditional approach to shaping the seat starts with an adze. A scorp (shown here) is then used to start defining the curvature and deepen the saddle.

The Travisher
The travisher is used to remove additional material and further smooth the seat.

Reaming Leg Mortises
Leg mortises are reamed using a brace and tapered reamer to fit the legs.

Checking the Rake
Winding sticks are used to check the forward angle of the legs. If the sticks are not parallel, adjustment is needed.

Side Stretcher Length
The distance between the front and back legs is measured, which is used to calculate the length of the side stretchers.

Cutting the Tenon
A tenon cutter is used to make tenons on each end of the stretchers, which are held in a vise during the process.

Leg Mortise Angles
A winding stick is held with a string or elastic at the leg mortise marks on the front and back legs. A bevel square is then used to determine the angle of the front and back mortises.

Drilling Leg Mortises
Mortises to accept the side stretchers are drilled in the legs at the appropriate angle using a brace and #10 spoon bit.

Determining Center Stretcher Angle
The front legs are placed against the front of the bench and a winding stick between the front and back legs. The angle formed between the winding stick and the front of the bench is the angle that the mortises are drilled in the side stretchers to accept the center stretcher.

Assembling the Undercarriage
Glue is applied to all the mortises, then the undercarriage is assembled and the legs are driven home.

Leg Tenons are Split
The ends of the leg tenons protruding from the seat are trimmed and split with a hammer and chisel so wedges can be added.

Leveling the Chair
The chair is leveled on the bench using thin wedges.

Marking the Leg Trim Line
The height of the chair is measured and a compass set at the amount to be trimmed off the legs is used to mark the cut line.

Starting to Rive
The froe is hammered into the end of the split log using a maul.

Roughing Out the Arm Blank
A draw knife is used to rough out the arm blank to approximately 1” square.
Planing the Arm Blank
A jack plane is used to smooth and square up the arm blank.
Marking the Thickness
The arm gauge is used to scribe the target dimensions on the arm blank.

Illustration by Len Churchill







Hi Doug: Thanks for your kind words. I’m located in the Eastern Townships and encourage visitors. Here’s a link for directions: https://windsorheritage.com/contact.html.
Hi Nick – Thanks for your kind words.
Gorgeous woodworking. I like seeing how the curves of the chair are made so symmetrically and evenly. Great workmanship.
very pleased with this post.
a video would be nice, or some place to see this in person