PROJECT
Build a stylish bench

Mark Salusbury

Find more Chairs and benches projects
The angles of this base make for a visually pleasing and structurally strong bench.
I’ve crafted seating like this before to suit specific needs or match an existing desk or worktable, and the results are always satisfying. This time I wanted to have some fun and personalize a piece of sleek, slim, stylish seating with function driving the form. I decided to include curves to soften the look and shallow, removable bins for refreshments, supplies or tools to be close by but out of the way. It also had to be built with strong mortise and tenon joinery so I could have fun with my Pantorouter.
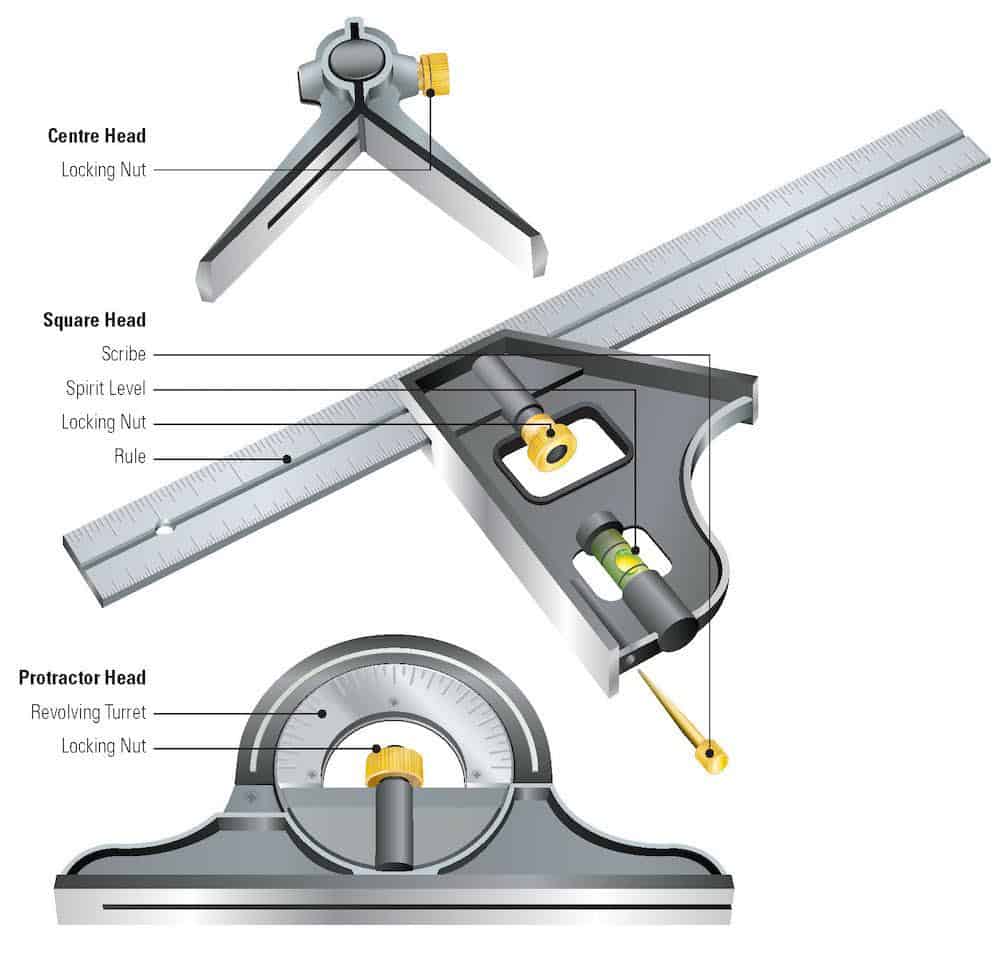
My projects always begin with full-size 2D drawings to develop the overall size and shape, as well as establish the placement of the parts and their relationship to each other. Next, I make working drawings of each part for reference during building and assembly. This process reveals the merits or pitfalls of the design and encourages me to consider alternatives to perfect both. By the time I’m finished drawing, I “know” the project well, and I’m comfortable with the process and the outcome. From here, it’s easy to create the all-important parts and materials lists.
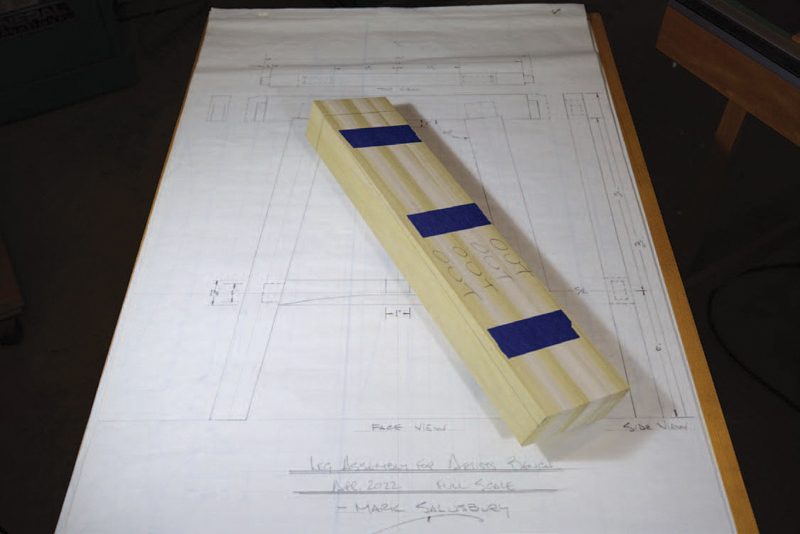
To ease into building mode, I mill and thickness all my stock to final dimension and cut it to rough length, and sort sets of parts (legs, stretchers, stringers, etc.). Next, I choose and mark the show faces of each set of parts before banding them together with painter’s tape. These get benched until it’s their time to shine.
Poplar is my cost-effective go-to when modelling and/or creating projects I plan to paint or stain. A medium-density hardwood, it’s available in a good range of widths and thicknesses, is straight-grained, and machines and sands crisply and easily.
With a bit of know-how, this bench could easily be adjusted to have a wider upholstered seat or have the accessory trays removed. It all depends on what sort of bench you’d like.
Build a stylish bench
Crowns are first
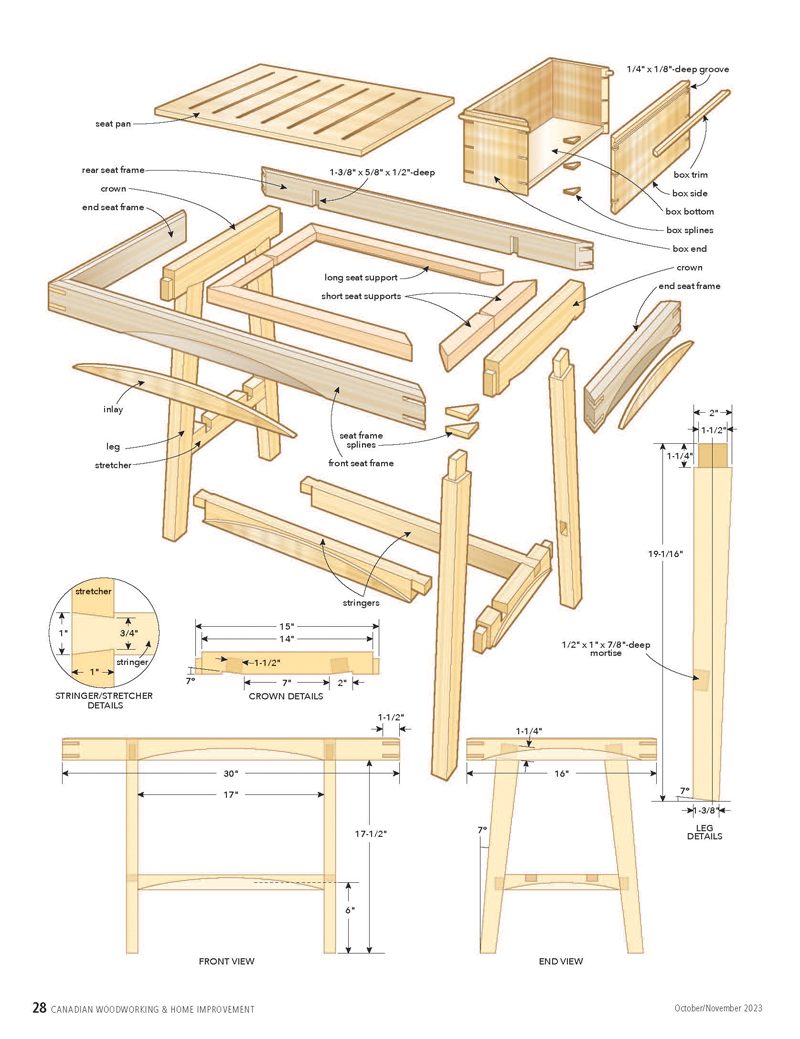
Making the two most important parts comes next. The crowns serve a dual function, because they not only receive the four legs, they’re also structural and dimensional members for the seat frame. Paired with painter’s tape, I cut them to final length and mark the exact mid-point along the length. I then precisely mark out all elements using only centre as reference. By laying out all dimensions from centre for each part of the project, errors are avoided.
The 7° saddles that will mate with the tops of the legs are rough-cut with a bandsaw then pared to their lines with a keen 2″ chisel followed by marking out the mortises that will receive the legs, all while the pair of crowns are taped together. Another approach to this joint would be to leave the lower edge of the crowns flat and cut the top end of the legs on an angle, the same as making the mortises on the stretchers.
Next, remove the tape and individually finish laying out the tenons at the ends of both crowns. Precisely referencing centre again, I re-taped the crowns, cut both of the tenons’ shoulders at once at the table saw, then removed the tape and cut the sides of the tenons one-by-one.
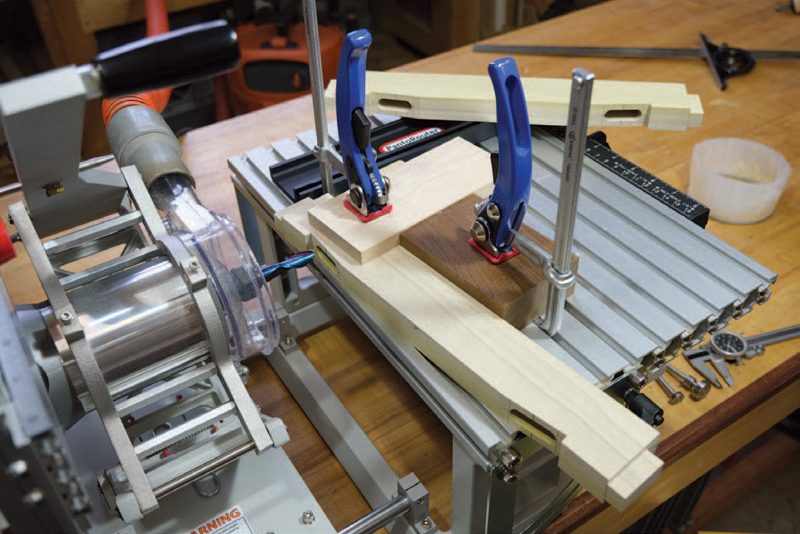
To create the mortises within the four saddles, a Pantorouter brings repeatable ease, speed and precision to joinery at practically any angle. Its fences quickly register the crown at the 7° offset for the mortises. Within a few minutes after clamping, I routed four clean 1-1/2″ x 1/2″ mortises, 1-3/8″ deep. Alternately, I could have bored these at the drill press with a fence and stop blocks, then pared to my scribed line with a mortising chisel and mallet. You may also have a mortising jig for your router that you could use.
Legs are next
With the four legs still bound by painter’s tape, I trimmed the set to length squarely at each end, laid out the 1-1/4″ tenons at one end of the set and the taper to be created later on the legs’ outer edges. With the tape removed, I formed the first tenon at the Pantorouter, quickly dialing in a perfect fit within one of the four saddle mortises. I shaped three more identically within minutes.
After carefully aligning the new tenons’ shoulders and matching all inner edges on the same side, I re-bound the leg set with tape and laid out the mortise locations for the stretcher tenons across the legs’ inside edges – one layout from a common centreline for four perfectly aligned mortises to be routed individually. As the outside edge of the legs are parallel to the inside, Pantorouter’s fences and a shop-made 7° tapered wedge secured to the Pantorouter table registers each leg precisely. The centreline of each mortise aligned to the table’s centreline produced four perfect mortises.
To cut the feet, these mortises were realigned to each other, the leg set rebound with tape and the chamfer forming the feet cut in one pass on the table saw.
Shifting to the bandsaw with the legs still taped together, I produced four identical legs by removing the tapered outer edge, then planed and sanded the set as a unit.
Some assembly required
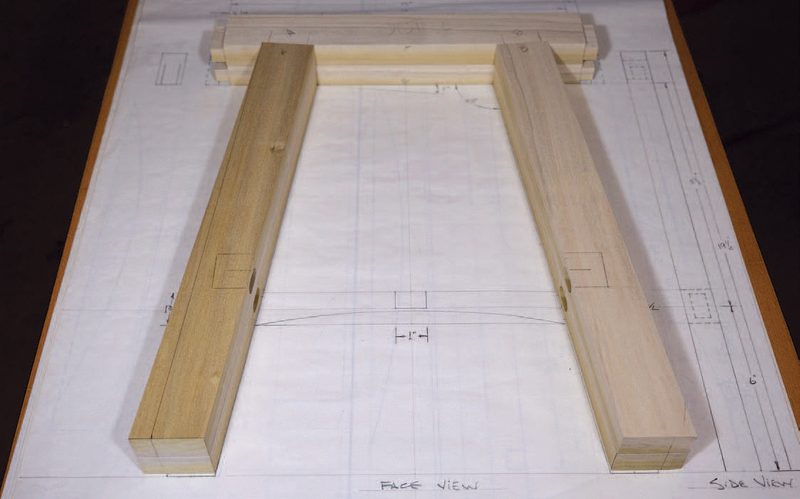
A full-scale drawing is quite valuable during dry-assembly. Each crown, with legs dry-fitted, can be overlaid on the drawing, checking for accuracy and fit. Now each stretcher’s exact exposed length and rough tenon length can be laid out based on the actual centreline of the completed mortises in each leg, not the dimensioned drawing.
An easy stretch
Next, I taped the two stretchers together back-to-back, show faces out, marked their centrelines all around, and then the 7° shoulder angle corresponding to the legs’ inner faces equidistant from the centreline. Allowing 1-1/4″ for the tenons on each end, I cut the stretcher stock to length. The tenons would be trimmed to final length after they’re formed.
I then cut the tenon’s shoulder angle at the table saw, using its fence as a depth stop and my mitre gauge set to 7°, and the saw blade’s tips raised to 1/4″. Flipping the stretcher end-for-end, I repeated the cut, then did the same for the second stretcher. Then, without changing any other settings, I reset the mitre gauge to make a 7° angle cut off the other side of 90° and cut the shoulder angle on the other face of each stretcher as before.
The Pantorouter again forms the tenons repeatably and efficiently. Shape the first slightly oversized, check for fit within its mating mortise, tweak the setup to perfect the fit, then craft three more identically. A little chisel work cleans up the shoulder angles. Finally, I trimmed the surplus tenon length, allowing a 1/16″ margin for glue at the base of each mortise, then dry-fit each joint.
Dry assembly
With the crowns, legs and stretcher parts all dry-assembled and laid out on top of my original drawing, I labelled each side of each joint with a symbol (A/A, B/B, etc.) so reassembly later would go smoothly.
The seat frame
Crowns completed, I switched to making the seat frame parts. I paired and taped together the two frame ends and the front/rear parts, then marked a crisp centreline for each set. Working from that mark, I laid out the mitred ends, then the stopped dadoes in the front/rear members. I removed much of the waste for the stopped dadoes at the drill press with a 1/2″ forstner bit, then pared to a scribed shoulder line with a keen chisel, checking that the tenons formed earlier on the crowns’ ends fit precisely. Alternately, I could have used the Pantorouter practice of forming these dadoes first and tuned the crowns’ tenons to fit. Finally, with each pair of parts taped side-by-side as a unit, I cut the eight mitres in four passes at the table saw.
Next, I dry-assembled the seat frame components, aligned tightly mitre-to-mitre, on my flat bench, fitting the crowns’ tenons firmly within the stopped dadoes in the front and rear frame components. Snug clamp pressure brought all the joints squarely closed. Each joint gets labelled for swift, accurate final assembly later.
Stringers unite
Next, I added the legs and stretchers accurately to the seat frame so I can lay out the stringers by locating where the stringers will dovetail into the stretchers. I then cut the stringers to length and lay out their 7° dovetails. Each part is cut at the table saw and refined with a chisel. Using a sharp layout knife, the profile and depth of the male dovetail is then transferred crisply, laying out the mating recess within each stretcher. The finely cut line not only precisely marks out the dovetail’s shape, it offers a recess that the chisel tip can exactly register within when paring. I check often for a snug fit with the corresponding dovetailed end.
It’s router jig time
My design goal from the start was to soften the bench’s appearance through recessed curves sculpted into the principal parts. I often add complementary “statement-maker” details like leaves, waves, circles, squares and rectangles. All can easily be revealed with a router, a bottom cleaning bit fitted with a ball-bearing pilot and shop-made pattern jigs. These recesses can be left as-is for a crisp shadow line to make the statement or, for more flair, inlaid with complementary or contrasting wood or other material, or be stained, dyed or painted.
For this bench, I made mating concave and convex jigs to rout both recesses and shape decorative inlay options.
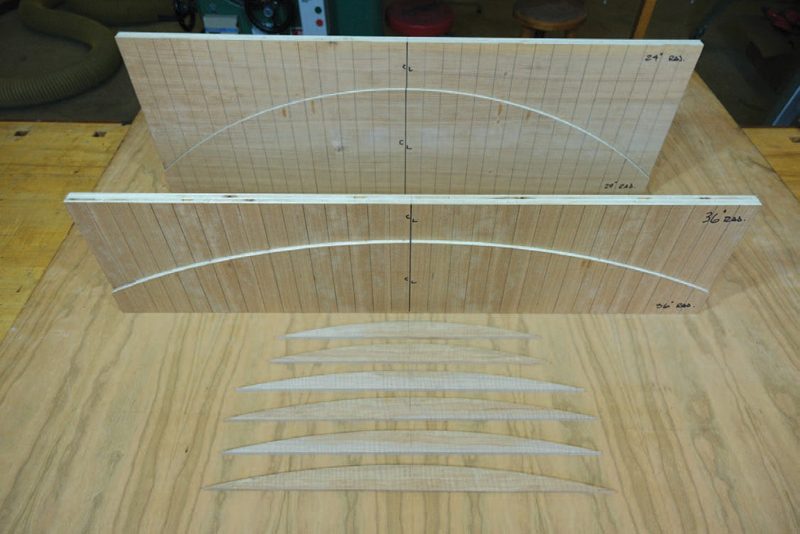
I often make routing patterns from 3/4″ solid core plywood or MDF to yield a broad surface for the bit’s bearing to ride on as it transfers the profile to the workpiece with a good range of cutting depths. For this project I needed patterns with 24″ and 36″ radii. A 1/2″ plunge router with a 1/4″ straight bit and a trammel arm fit the bill for this operation. A few shallow passes within a broad sheet stock produced both profiles with one setup. Each pattern piece should be wide enough to support the stock or router stably during any routing operation to follow. The profiles for this project came from + 8″ wide panels with the radius centred along the length.
For inlays, each radius must mate perfectly. To make up for the difference in radius left by the 1/4″ router bit kerf, I positioned the concave pattern above the leading edge of the convex profile, transferred the concave profile along the convex edge with a sharp pencil, and then shaped and sanded the minute correction onto the convex pattern piece until its entire length mated exactly within the concave profile. A flush trim bit following the concave profile would yield the same result.
Routing for inlay
At the start, I imagined a simple, refined stained bench with matching bins. But my plan evolved, and I decided to spice it up. I painted the bench a rich hue, crafted the bins from vibrant fiddleback maple and accented the bench with 1/4″ thick matching inlays, tying the colourful project together visually with a stunning natural element.
The concave pattern created the curved recesses routed into the bench parts. After carefully marking where the detail would be carved into each part and aligning the profile to those marks, a few beads of hot-melt glue held the part to the pattern. When the glue was fully firm, I used the bottom cleaning bit described earlier to produce a 1/8″ deep recess. A couple careful climb-cut passes produced a clean, flat-bottomed recess. The 24″ radius details the seat ends and stretchers, and the 36″ radius complements the seat front, rear and stringers.
By positioning the concave profile over the inlay stock, the best grain and figure could be visualized and selected. The curved shape was traced with a sharp pencil, then rough-cut at the bandsaw. Using the same hot-melt glue method, the curved inlay pieces were shaped by attaching each part to the convex routing template and trimmed at the router table using a flush trimming bit with a top bearing. These inlays were set aside for the final stage of assembly.
Speaking of assembly
Regarding the seat frame much like a mitred box, I aligned the parts flat, outside up, mitre-tip-to-mitre-tip, and stretched two layers of painter’s tape across each joint to act as a taut hinge. After flipping the assembly over, I brushed a veneer of glue on all mitre faces, then folded the frame, closing all the mitres and stretching the tape tightly around the last open joint. I then swiftly brushed glue onto the four dadoes and tenons on the crowns, inserted the tenons into the dadoes, checked all inside corners for square and applied clamps for adequate pressure to all the joints, re-checking for overall squareness.
Once the assembly cured overnight, I cleaned up any glue squeeze-out but left the painter’s tape intact and moved on to cutting slots for the strength-giving splines.
Going to the slots
I cut slots for splines on my table saw using a shop-made jig and a 24-tooth ripping blade ground to a square profile. Two passes yielded the 1/4″ spline slots for this build. Splines were made from continuous stock ripped to rough width and thickness and refined for a firm slip-fit and then cut into individual splines with generous length and depth. These were firmly glued into the slots and left to cure. At this time, the mitre-hinging tape along with squeeze-out can be removed, the splines flush-trimmed and the assembled seat frame chamfered and sanded.
Assembly time
The legs, stretchers and stringers were next dry-assembled onto the completed seat frame. Orderly glue-up continued by gluing/clamping the stringers’ dovetails within their stretcher counterparts, the stretchers’ tenons firmly dry-fitted within the legs and the legs fully dry-fitted within the saddles. When that assembly cured, I glued the stretcher tenons within their mortises in the legs and glued the legs’ tenons within the saddles in the crowns, swiftly applying clamps to draw each assembly firm and flush. A couple of hours later I removed all the clamps and inverted the assembly to sit on its feet for the first time. The four-foot contact was just as I imagined.
I machined the long and short seat supports then glued and screwed them in place, 5/8″ down from the upper rim of the long seat frames and crowns.
Getting colourful
I first applied tape to the decorative recesses to keep the surfaces clean while I applied the finish. Thinking back to my years as a creative woodturner, I recalled a colour referred to by artists as phthalo green, which complements varnished figured maple really well. With my Fuji HVLP kit, I sprayed three thin coats of waterborne satin. Once cured, I carefully removed the tape covering the recesses. Next, I trimmed the long, straight edge of each loose inlay to fit flush with the underside of its mating bench part. After sanding and easing overall, I glued and firmly taped each in place until the glue cured.
Storage bins
Making the attractive, coordinating bins is quite straightforward. After selecting and orienting figured maple stock for maximum effect, I gave the bins spline-mitred corners. Inside, dadoes receive the plywood bottom. Outside, an elevated shoulder set in a groove frames each bin as they nestle gently within the seat frame. Two coats of thin varnish popped the figure of both the bins and the inlays. Once cured and denibbed with 320 abrasive, two coats of satin polyurethane were brushed on to complete the build.
The seat pan was the last element to be made. Cut and routed from 1/4″ Baltic birch plywood, it rests on an applied surround set 5/8″ below the inside of the seat frame. I’ve made a few benches with 1/4″ thick seat pans and they’ve worked well. If you would rather use 1/2″ thick plywood for a bit more strength but with less give, be my guest. If you decide to make the seat pan thicker, move the seat supports down by the same thickness. An upholsterer helped me select the fabric, foam, polyester wrap and dust cloth, completing my bench with a stylish, comfortable cushion.
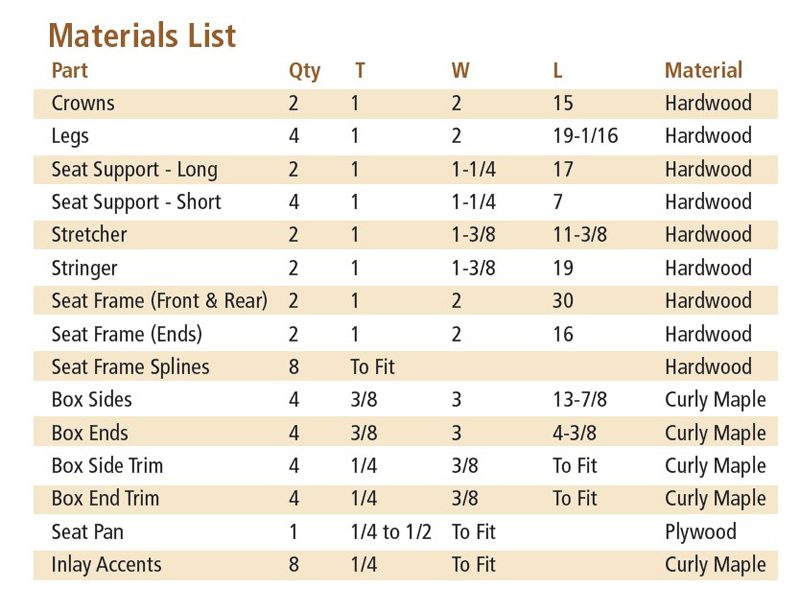
Materials List
Illustration
Photos by Mark Salusbury
Matching Parts
With the crowns taped together, Salusbury is able to machine some of their joinery so they’re identical.
Quick and Accurate
Although there are many ways to create joinery, Salusbury’s PantoRouter offers quick, accurate, repeatable mortises and tenons.
Come Together
Some of the machining for the legs can happen with the parts ganged together with masking tape.
Angled Mortises
A PantoRouter is designed for precise setup to produce angled mortises and tenons with ease.

Drawings Value
Working with angles, it’s really helpful to place parts directly on a full-sized drawing to check them for accuracy.
Crisp Shoulders
With his mitre gauge set to the correct angle, Salusbury creates the shoulders for the stretcher tenons.

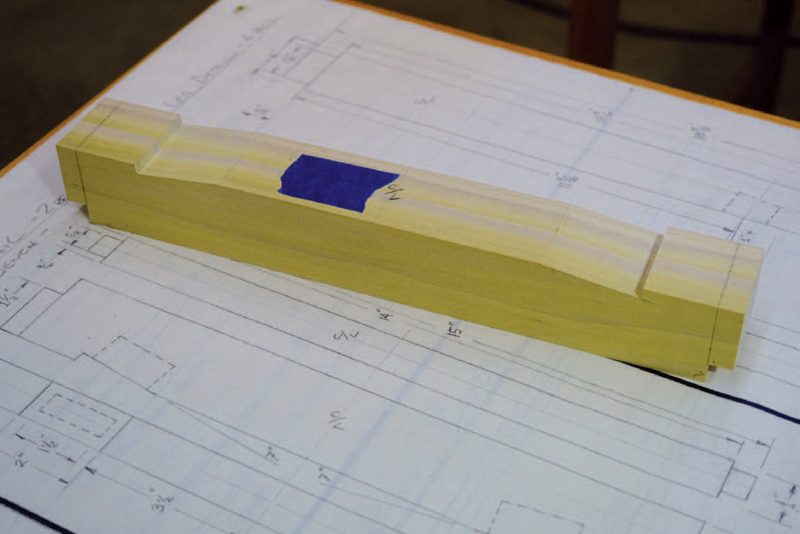
Test Piece
A short demo piece allows Salusbury to test the setup and fit of the angled tenons before machining the real thing. Next, he’ll cut the tapers on the outside of the legs.

A Quick Stick
Salusbury uses hot-melt glue to temporarily secure the parts to the appropriate curved templates so the recesses for the curved inlay can be machined.

Curved Recess
One of the curved recesses in a seat frame member has just been machined, while another one is adhered to the curved template, ready to be routed.

Convex Curves
The convex portion of these templates were used to machine the curved edge into the solid wood inlay.
Add Some Strength
Salusbury uses his adjustable slotting jig to make the slots in the assembled seat frame before he machines the keys to fit into the slots.

Colour Your World
With the curved recesses taped off, Salusbury applies the first few coats of finish to his bench.

Glue Them In
With the paint cured, the masking tape is removed from the recesses so the inlays can be glued in, taped in place while the glue dries.

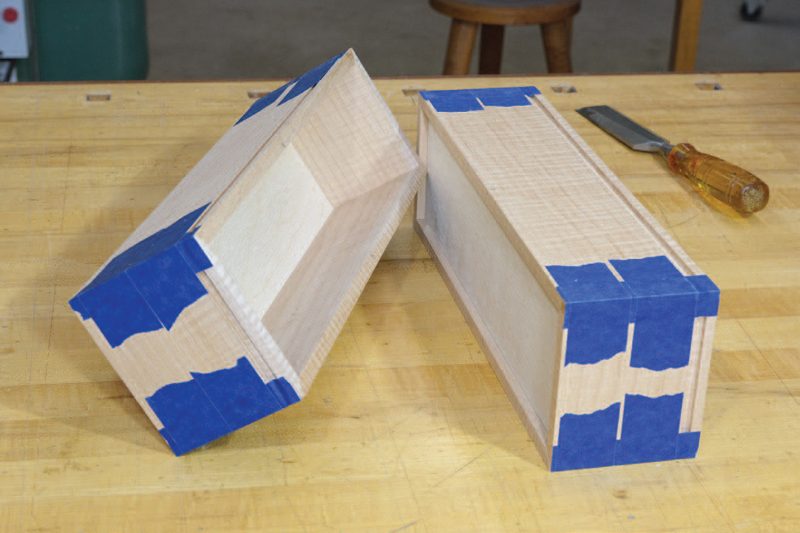
Almost Ready for Slots
These accessory bins are taped and glued. Once dry, they’ll be ready for slots and splines.
Add Slots to the Trays
To add slots to a wider assembly, like a drawer box or small- to medium-sized carcass, Salusbury uses this table saw jig.

Bring Out the Figure
Oil-based polyurethane really brings out the warmth and figure of figured maple.

Illustration by Len Churchill