You may never look at a humble twist drill bit the same way again.
In 1861, Stephen A. Morse of Massachusetts invented the twist drill, patenting it in 1863. Based on the simple screw mechanism attributed to Greek mathematician Archimedes (287–212 BC), who undoubtedly adopted the form after seeing cast bronze axial screw pumps of Mesopotamian origins (from 700–600 BC), Morse’s drill design has varied little ever since.
Morse’s concept was to improve upon the highly ineffective spade drills that were in use at the time. His design meant the chips and swarf were pulled out behind the cut, making drilling faster, and with higher-quality results.
Originally made by milling straight flutes into carbon steel rods which were heated and twisted to form the helical flutes, now the helix is ground into solid round steel blanks and heat hardened. High-speed steel (HSS) became available around 1900, greatly improving strength, heat and wear resistance. While carbon steel drills had to be run and fed slowly to prevent annealing due to overheating, HSS can be run at higher speeds, shortening boring times, improving drilling quality, and lowering tool sharpening and replacement frequency.
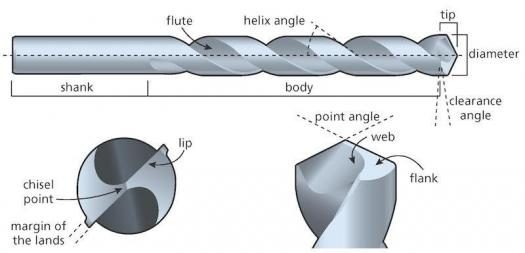
A seemingly simple tool, the twist drill is a really complex device composed of a number of complimentary elements. The shank is the surface gripped by the drill chuck. During heat treatment, the bit is held by the tip of the shank so it’s generally softer and less brittle than the body and cutting edges.
The body extends from the heel to the point. The core of the body is the web, which typically occupies about 25% of the drill’s diameter and tapers gradually from the point, getting thicker at the heel. Surrounding the web are the lands, within which are ground the flutes, the helical grooves which extract the debris of drilling (called swarf). To minimize friction between the lands and the wall of the hole being bored, the lands are relieved, creating the margin of the land where the land meets the flute. The only portion of the bit with the drill’s full diameter is measured across the margin of the land behind the drill point, as the margins are tapered from the tip to the heel, typically about 0.0005–0.00075 of an inch, per inch of drill length.
The helix angle, the angle of the twist of the flutes relative to the bit’s axis, is generally +/- 30°, or what’s called a standard helix, offering optimal swarf ejection, drill rigidity and cross-sectional strength. Specialized high-helix (40°) and lowhelix (12°) drills exist for difficult-to-bore materials.
The hardest-working part of a twist drill is the chisel point or simply point; it’s also the most complex element. The chisel point is formed of the ends of the web and the flanks, which are the ends of the lands. The lips are the cutting edges of the flanks. The chisel point and lips are created by sharpening effectively.
There are two standard point angles, 118° for most applications and materials and 135° for harder, more resistive materials. However, point angles are often altered to suit specific jobs and/or materials for optimum results.
Behind the lips, the lip relief angle provides clearance for the lips to work effectively, supports the cutting edges for optimum life, and resistively helps control the feed rate.
The chisel point doesn’t cut into material; it compresses, extrudes and displaces the material, creating a depression for the cutting edges to expand into. To ease the point’s job, for easier, cleaner entry and to reduce the chance of bit wander, the point can be ground to a split point when sharpened. This creates a narrower point, a pair of short cutting edges at the tip of the bit ahead of the cutting lips, plus increasing clearance behind the lips, lessening entry resistance. Split point bits are particularly effective in larger bits.


Drills should be sharpened many times during their life; a dull bit not only performs poorly but compromises precision and finish, foreshortening its own life. Sharpening a twist drill involves grinding only the tools flanks and cutting lips. The grind must be applied from the cutting edge back across the flank in a conical manner. This produces a keen cutting edge and maintains the point angle plus the relief angle in one pass. This grind is then duplicated for the second flank, creating a perfectly centred chisel point.
An easy-to-set-up sharpening jig is valuable to complete this task; the simpler the better, so maintenance is a pleasure, not a chore. Of the several dedicated jigs commercially available, from my experience, having once worked in the cutter grinding industry, the Drill Doctor jigs are the most satisfying. I’ve enjoyed their model 750X for years, quickly and repeatedly grinding keen, perfectly centred bits at either 118 or 135° with full conical relief angles or split points with quick, easy setup.
Length has a bearing on a bit’s rigidity and tendency to wander plus its strength and potential for breakage. The common compromise is the jobber length, whose flute length is between 9 and 14 times the bits diameter. The screw-machine or stubby length is the shortest, originally designed for screw machine use and useful where compactness and strength are needed. The mechanic’s length is longer than a stubby and shorter than a jobber, so-called because they fit into small spaces, are durable and have a good flute length. Long or extra length and aircraft length are the longest twist drills. Both have lengths up to 18″ but differ by their flute length; extra length bits are fluted along their entire body, while aircraft length bits are only fluted about the same length as a jobber bit, making them more rigid and less likely to break. Both these are best used after first pre-drilling as deep as is practical with a jobber bit of the same diameter.
Diameter sizing for twist drills can be as exacting as you need it to be, and most bits are available individually or by an index or boxed range of diameters.
Throughout North America, fractional inch or imperial sizing is common, with a typical index ranged from 1/16 (0.0625″) to 1/2″ (0.5″) in 1/64″ increments, with bits individually available from 1/64″ to 2″ diameter.
Number and letter sizes are widely used in industry and also fractional in sizing; they are based on the Stubs Iron Wire Gauge or Birmingham Gauge, the first such standard adopted in Britain in 1884 and still recognized in the USA by Act of Congress. For practical purposes the numbers index from #60 (.040″) through #1 (.228″), individually available from as small as #80 (0.0135″). Letters continue on, indexing from A (.234″) through Z (.413″).
The metric sizing system is gradually replacing number and letter sizes; a typical metric index would contain diameters from 2.6 mm through 5.9 mm in 0-mm increments and available sized from 0.25 mm through 50.5 mm.

Not sure of which kind of drill bit you should be using? Download our free Drill Bit Chart.