TIPS & HOW TO
Routing Basics – Part 3: Straight Bits

Michael Kampen

The ability to quickly change the bit in a router is one of the features that make it such a versatile tool in the workshop; in a few moments you can switch from a joinery bit to a decorative edge-profiling bit.
The variety of bits available is impressive, and if you purchase bits from a leading bit manufacturer you can be confident of getting a high quality product (see A Bit on Bits sidebar). When it comes to bit quality there are two general categories – ‘hobbyist’ bits made for the DIYer, home handyperson and woodworking hobbyist market, and ‘professional’ quality bits made for production shops and professional woodworkers. If you are new to routing, consider one of the hobbyist sets containing an assortment of joinery and profile bits. These bit sets are often on sale and you can pick up a 30-piece set for about two dollars per bit. While they are of lower quality and will not last as long as higher quality bits, they are a great way to begin a collection. When you find out which bits you use most often, replace the hobbyist bits with professional quality bits.
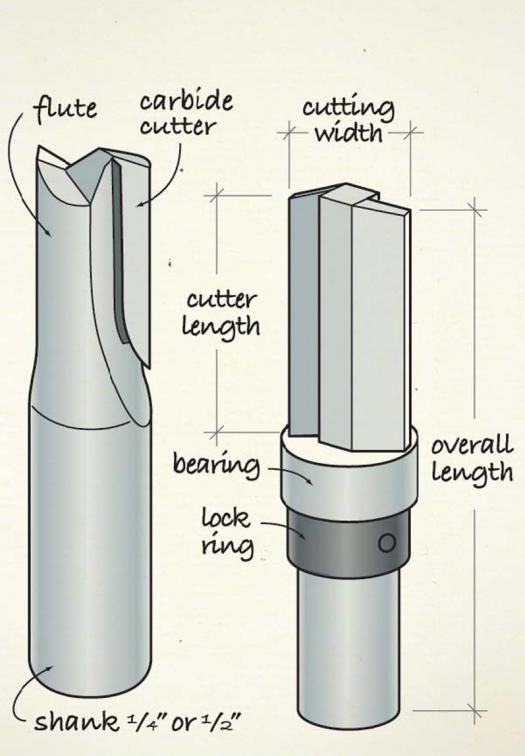
Fluted
The most useful type of bits in router joinery work are straight bits. These come in several configurations specifically designed to accomplish certain tasks, but they share two common features – they will cut an edge perpendicular to the base of the router or the surface of the router table, and if they are designed for plunge use, they will also cut at the bottom of the bit, parallel to the base of the router. Smaller diameter bits come in ¼” shank sizes, while larger bits come with ½” shanks. Blade diameters typically range from 1/16″ to 1 ½”. Blade cutting length varies from ½” to 2″. Some of the most useful straight bits are listed below.
Double fluted straight bits are likely the most widely used router bit on the market. These bits have two flutes (arms), with a carbide blank brazed (joined) onto each flute. Double fluted bits give a very smooth finish. They excel in routing grooves, dados, rabbets, mortises and tenons.
You can also find single and triple fluted straight bits. A single flute bit is designed for repetitive work and affords the maximum amount of chip clearance. Single flute bits excel in production routing grooves and dados. Pay particular attention to the feed rate when using smaller diameter single flute bits; feeding the material too fast may cause excessive chatter and the added resistance could break the bit. Straight bits ½” and larger in diameter sometimes have three flutes. These produce an exceptionally smooth surface, but require a slower feed rate.
Most fluted bits have cutters milled perpendicular to their base – i.e. they are ‘straight’. You can purchase some fluted bits with shear angles – the downward shear helps eliminate chipping and splintering on the top of stock, and generally gives a smoother finish, particularly on wood with an irregular grain pattern.
Hinge Mortising
Mounting hinges and other hardware often requires cutting a mortise. Sometimes, chopping such a mortise close to the edge of a work piece can lead to corners breaking out. Getting a perfectly flat bottom also requires a bit of skill.
While installing a mortising bit in the router takes a little bit of set-up time, the perfectly formed flat bottom mortises are well worth the effort. Mortising bits can be bought with or without a guide bearing. A mortising bit with a bearing on it can be used to rout hinge mortises on a door using a hand held router with a template, and it can also be used for other template work as well.
Bottom Bearing Flush Trim
This is essentially a straight bit with a bearing on the bottom of the bit. The cutting edge is lined up perfectly with the edge of the bearing, making it the bit to reach for when working with sheet goods and laminates. Glue solid wood edging on plywood and then quickly trim the edge banding perfectly flush with the surface of the plywood. Bearing flush trim bits make excellent template bits when used in a router table.
TIP
Always select a bit with the shortest cutting length and shortest overall length to suit the job at hand.
Top Bearing Flush Trim
This is a straight bit with the bearing on the top of the cutting edges. Placing the bit in this location allows the bit to be plunged into the work for grooving or hollowing cuts. This bit is also widely used in pattern routing. With a template and a bearing flush trim bit you can make any number of identical parts quickly and easy. The radius of the bit will determine how tight a curve you can cut.
As the bearing travels along the edge of the template, the work piece fastened to the template will be trimmed to the exact shape of the template. The bearing will transfer every bump on the template faithfully to the stock, so take the time to produce a good clean edge and keep sawdust and debris from coming between the bearing and the template during the operation.
Flush Trim with Double Bearings
This is a more recent innovation that has bearings on either end of the carbide cutting edges. When using this bit for template work it is possible to change the direction of cut to compensate for grain that is prone to tear out by simply raising or lowering the bit and turning the work piece over.
Spiral
These are straight bits that have the cutting edges wrapped around the bit to form a double helix. This reduces the cutting angle of the bit causing more of a slicing action that leaves a smooth flawless finish.
Spiral bits excel at cutting grooves, rabbets, dados and mortises in highly figured hardwood stock. The tip is specifically designed for plunging into the material, and they are exceptionally efficient at clearing the chips. Spiral bits come in ‘up-cut’, ‘down-cut’ and ‘compression’ variations. Up-cut bits leave a smooth bottom, rough top edge, and pull chips upward. Down-cut bits leave a smooth top edge, rough bottom, and push chips downward. Compression bits leave both top and bottom edge clean, and emit chips in both directions.
Because these bits are made of solid carbide they are more expensive than standard straight bits, particularly in the larger sizes. They are also available in more limited range of diameters, typically from 1/8″ to 3/4″.
A Bit on Bits
So many different bit manufacturers producing so many bits. You can be excused for feeling a little flustered when it comes to selecting from the router bit smorgasbord. But, you can also feel secure in knowing that competition for your purchasing dollar means that most manufacturers adopt the leading technologies to produce their bits.
The cutting edge is where the bit actually does the work. While there are still some high-speed steel bits on the market, carbide is now the material of choice for cutting edges. The quality of the cut is influenced by the quality of the carbide. High quality carbide is composed of micro grains of carbide that are baked together with a binder to form the carbide blank. The finer these grains are, the finer the edge that can be ground onto it. As the bit wears, the pieces that break off the edge will be smaller and the edge will remain sharp longer.
The steel that forms the body of the bit plays a factor as well. High quality steel will result in a more durable bit; the carbon content of the steel will affect its hardness and heat treating it further enhances this. Heat treating the larger diameter bits produces a radial grain orientation that enhances its strength and durability.
Brazing fastens the carbide blanks to the steel body of the bit. In the past, this was done by hand – today most manufacturers automate this process. CMT for example, uses a silver/copper/ silver ‘sandwich’ to braise their bits; this provides a tight bond as well as some shock absorption capacity for harder woods.
The process used to grind the edges of a bit includes many variables as well. As with brazing, grinding is no longer done by hand. This has removed much of the variability in quality, but the complexity of the bit, the programming of the grinder and the grit of the wheel all affect the final edge.
Parts of a Straight Bit
Single flute for plowing dados

Two flute for cutting smooth dados

Flush trim three flute for template routing

Hinge mortising

Top bearing flush trim for template routing