TIPS & HOW TO
Lasers in the workshop

Chris Tucker

Lasers have helped woodworkers and DIYers for years, but now they can be used for cutting and engraving in the small shop.
Lasers aren’t new in the workshop; we’ve have been using them for years to determine distances, temperature, level and alignment in our work. What is relatively new is the use of lasers as an engraving or cutting tool. If you’ve recently purchased a wooden model kit and noticed that the edges have burn marks, or wondered how a craftsperson achieved such intricate detail work, these effects were most likely produced by a laser. In this article, I’ll explore basic types of lasers, how lasers can be used and some practical applications of lasers.
The study of lasers is part of the field of optics and photonics, which is a branch of physics. Laser is actually an acronym for Light Amplification by Stimulated Emission of Radiation. In essence, a laser is a focused beam of light. Before we get into their applications, we need to confirm two main points about lasers:
- Despite what science fiction has taught us, the path of a laser is not visible to the human eye.
- Lasers can cut and burn material; this includes your skin and eyes.
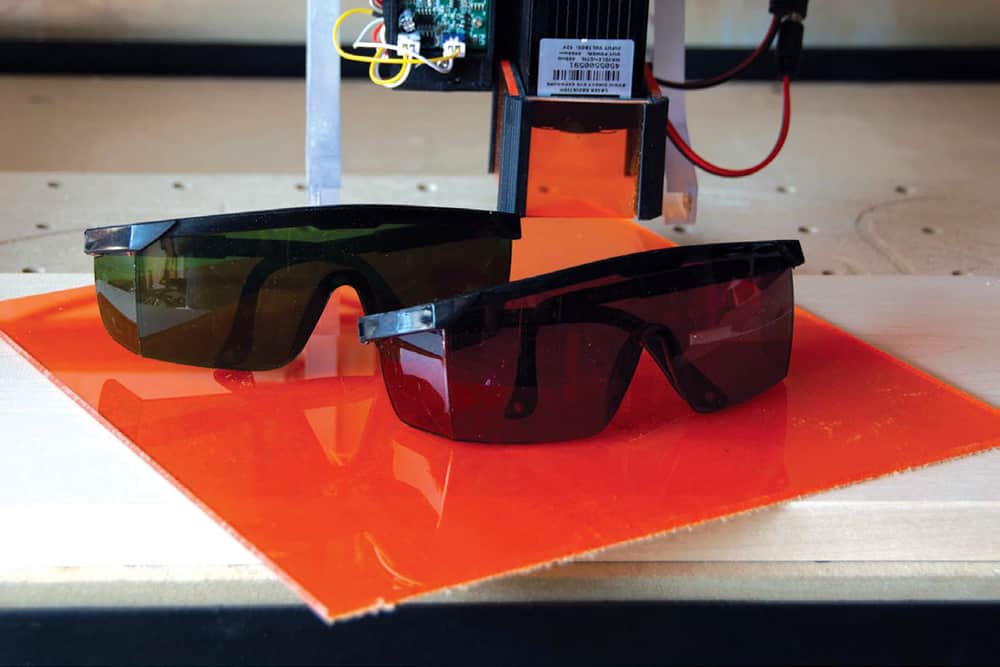
These two points clearly demonstrate the need for proper personal protective equipment (PPE) and safety procedures when working with lasers. Specific safety lenses and shields are the primary forms of PPE. Guards to prevent direct contact with the path of the laser beam are also necessary. Ventilation and filtration considerations are also required, depending on the material you’re working with. Before I discuss selecting different types of material in more detail, I’ll outline the basics of lasers.
While there are many different types of lasers in use in our daily lives, they’re separated by two general characteristics: 1) how the laser is created; and 2) its power, measured in watts (W). However, in the woodshop, there are two main types: diode and carbon dioxide (CO2) lasers. Each of these come in a variety of sizes and power. To help categorize the safety of lasers, there’s a classification system that’s based on a laser’s power. According to this system, Class 1 lasers offer little risk to the user, whereas Class 4 lasers are extremely hazardous and include most engraving and cutting lasers. However, the majority of commercially available CO2 lasers are fully protected, and classified as Class 2 lasers.
Are you engraving or cutting?
Your intended application is the primary factor for determining the power of your laser. Are you looking to engrave material or are you looking to cut it? If you’re looking to engrave or etch material, a 500 mW diode laser may be sufficient, but if you want to cut material other than paper you’ll need a more powerful unit. The more powerful the laser, the faster and deeper it will engrave or cut. A general rule of rule of thumb in the industry is 10 watts of power for every millimetre of material to be cut. However, more power also means more money. To offset the cost, you can achieve the cutting performance of a stronger laser by reducing your feed speed (allowing the laser more time to “burn” through material) or performing multiple cutting passes for a project.
Diode lasers
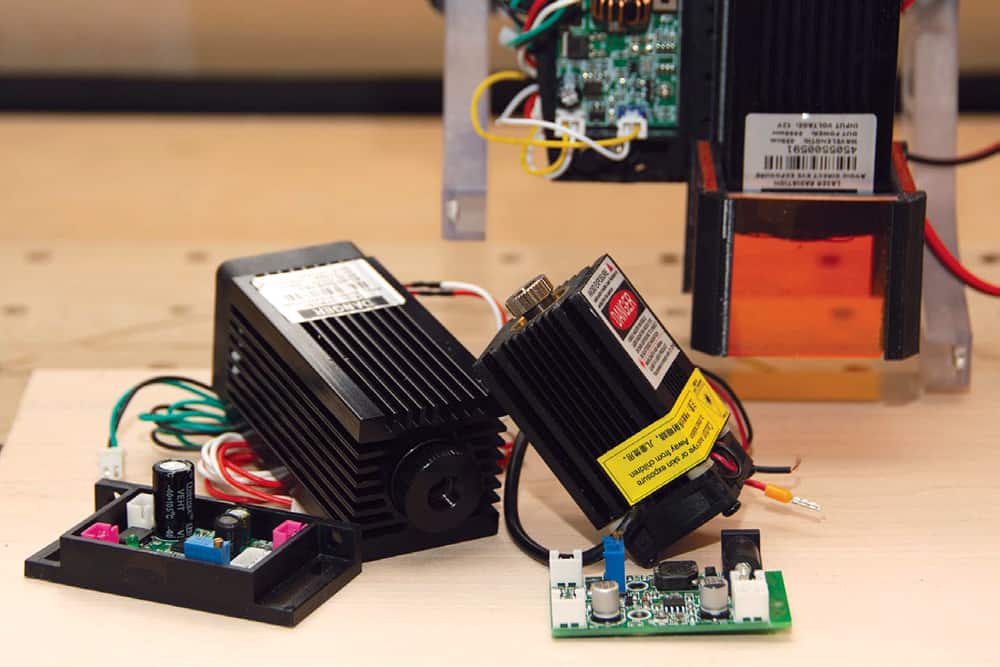
Diode lasers generally have a maximum power rating of 10W and consist of a laser unit, control board and power supply. Due to the enclosed and compact nature of diode lasers, they’re often used as desktop machines or are easily added onto an existing CNC machine. If you’re considering a laser as an add-on to a CNC unit, you need to be aware of the increased PPE required for their operation. Diode lasers generally range in price from $150 to $4,500, depending on the power and if it’s a stand-alone unit.
CO2 lasers
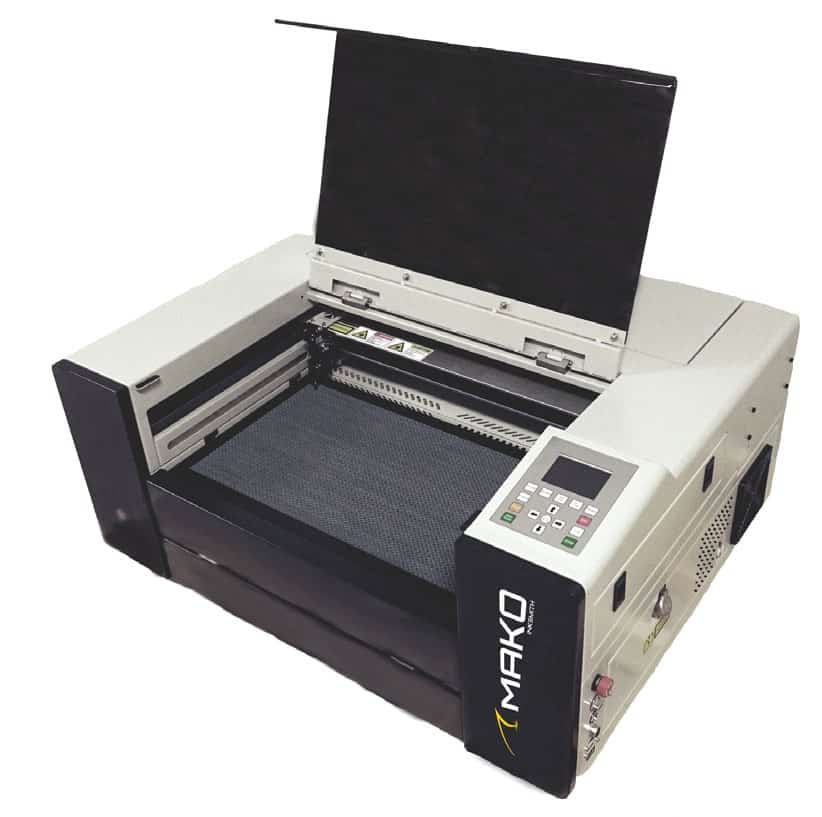
In comparison, CO2 lasers for woodworking typically have power ranges from 20W and up. This increase in power allows for faster production speed and thickness of material to cut. These units are fully enclosed with interlocked lids specifically designed to block the wavelength of light produced by the laser for added safety. With the increase in power also comes additional requirements for cooling of the laser tube and exhaust and filtration of the laser bed. Generally, CO2 lasers range from approximately $5,000 to $40,000.
Materials to work with
Now we need to explore how material can impact a laser’s performance. Lasers can be used to engrave or cut a wide variety of material, such as any paper product, fabric, leather, all types of wood, plastics and acrylics. The type of material you’re using will have a significant impact on your laser’s performance. Physical characteristics like grain orientation and knots also will impact the overall performance of your laser. With lasers you also need to be acutely aware of the chemical composition of your material. Lasers burn material, which is a chemical process that often produces smoke. Generally, unfinished natural materials pose limited risk to users. However, adhesives, finishes and manufactured products that contain polyvinyl chloride may release chlorine gas when lasered. So, under no circumstances, should you use a laser on material if you’re unsure of its chemical composition. If you have doubts about the suitability of material for lasering, laser suppliers may be able to provide material safety data sheets for various materials.
How to use lasers
All lasers utilize a form of computer numeric control (CNC) and have a similar workflow. When working with any CNC environment, it’s important to understand the two main graphic files used by computers: raster or bitmap; and vector images.
A raster or bitmap image is composed of small dots called pixels, which are arranged to produce the design somewhat like building blocks. These images are the most common file types available online. Raster images are most often manipulated using photo editing software. Some of the most common file types are jpg, gif, png, tif and bmp. If you were to attempt to laser these types of images you would actually not cut smooth lines, but produce sawtooth-like steps. Most CNC machines can’t work in raster mode and in order to machine a raster image you’ll likely need to convert it to a vector image.
A vector image, on the other hand, is composed of smooth lines that are scalable. This means that however large or small you make the image, it will maintain its line characteristics. Most graphical design software titles (Adobe Illustrator, Corel Draw and Microsoft Publisher) will produce vector images with common output types such as eps, ai, cdr, wmf, emf. Additionally, most computer-aided design (CAD) software titles are capable of producing vector files; dxf files being the most common type.
There are two primary laser work types: engraving (“burning”) or cutting. Lasers can either “burn” image files (jpg, tiff, png, etc.) directly onto a variety of materials, or can either engrave or cut vector files which have defined boundaries.
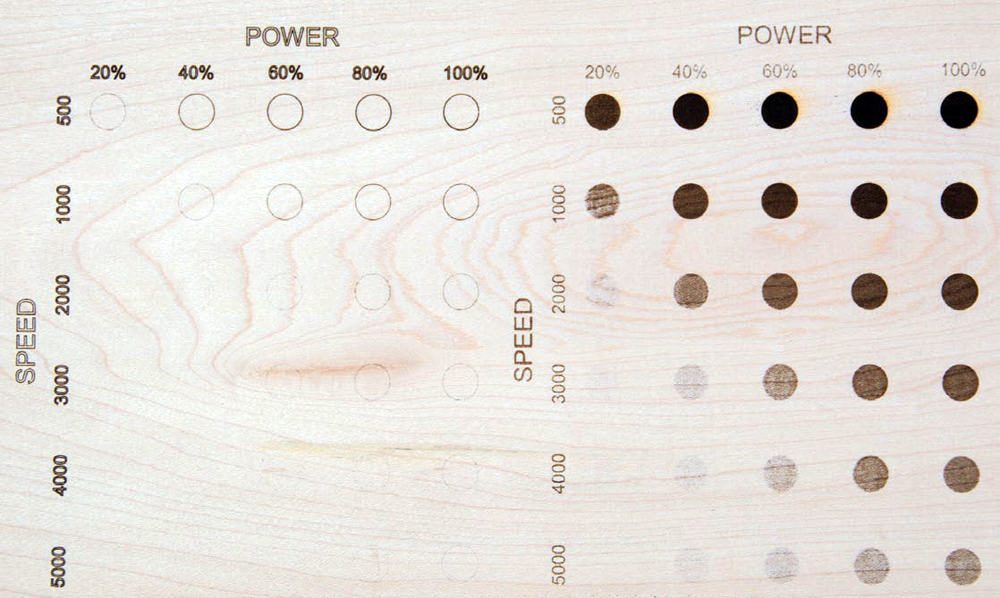
In order to engrave an image, you must first import your image file into the laser software or print to the laser from a compatible graphic design software (like Corel Draw or Adobe Illustrator) and establish its characteristics like size and orientation. (If working with transparent material, it’s preferable to invert all files and work on the back of the material.) When ready to run your project, the software will scan the image and alter the laser’s intensity to reproduce a monochromatic version of the image on your desired material. While the software calculates the laser intensity values, you’ll have the ability to adjust the maximum laser strength. Typically, it’s recommended not to run a laser at more than 80% of its maximum power, as this will decrease the lifespan of the laser. You can alter the laser speed as well to affect the project’s overall intensity. Generally, the slower the speed, the darker the image. There is definitely a “sweet spot” of settings which, with experimentation and experience, you’ll find for your machine. Typically, users will create test boards showing the results of various settings.
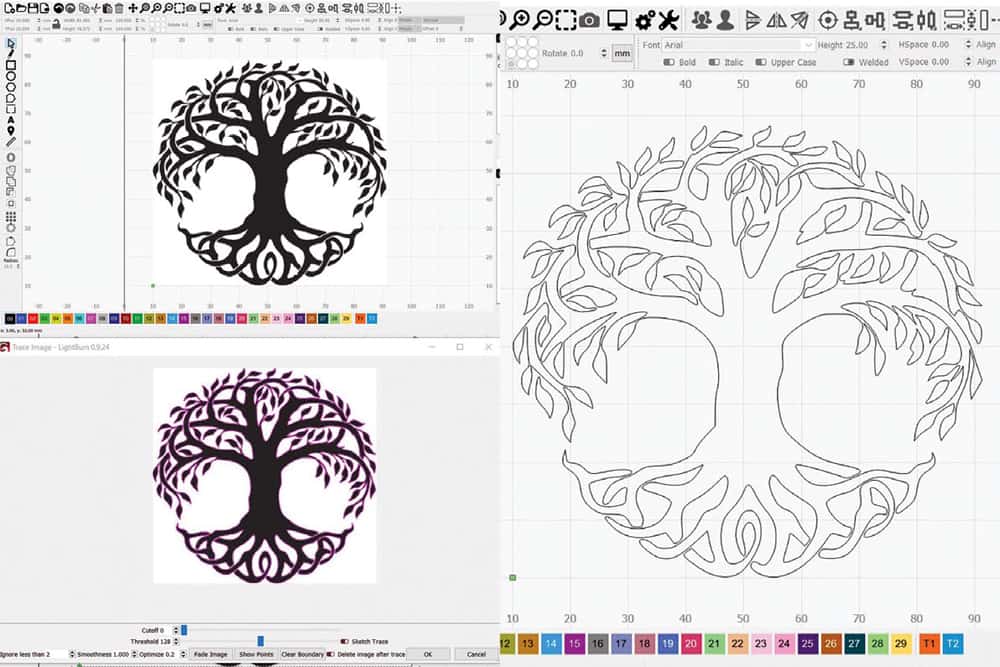
If you’re looking to engrave or cut a project with a defined edge, a vector file will produce the best results. You can choose to do this from scratch using a palette of drawing tools common to most computer design software, or you can use an “image to vector” conversion tool which can be done in the same laser software or as a dedicated application. Using one of these tools is as simple as opening your image file, selecting the colours or shades you want to define your shape, and pressing a button. The software creates a vector approximation, or “trace,” of the image. At this point you can preview your job and determine if any touch-up work is required.
What will you make?
The final and most important consideration when using lasers is, what are you going to make? Lasers have an incredible accuracy with almost no kerf. This makes lasers capable of some extremely delicate and intricate work. When cutting remember that, depending on your laser’s power, there is a maximum thickness that you’ll be capable of cutting. I suggest stacking layers of material to achieve cumulative thickness which also allows for multiple artistic planes. Lasers provide an easy and quick way to brand or personalize all manner of projects that could make excellent gifts.
In speaking with countless laser users, I have heard time and time again of how they never could have imagined all of the different projects they accomplish with a laser. It reminds me of the saying, “If all you have is a hammer, everything looks like a nail.” The same applies for a laser. Once you complete one project, you’ll quickly see how your imagination is the only limit to a laser’s possibilities.
Photos credit: Chris Tucker
Protective Safety Lenses or Shields
PPE must be used when operating all lasers. This can be in the form of safety glasses or shields specific for the wavelength of the laser being used.
DIY Laser Add-On Package for a CNC Machine
Lasers can also be purchased as DIY kits from a variety of online retailers, then added to a CNC machine. (Photo by AxiomPrecision.ca)

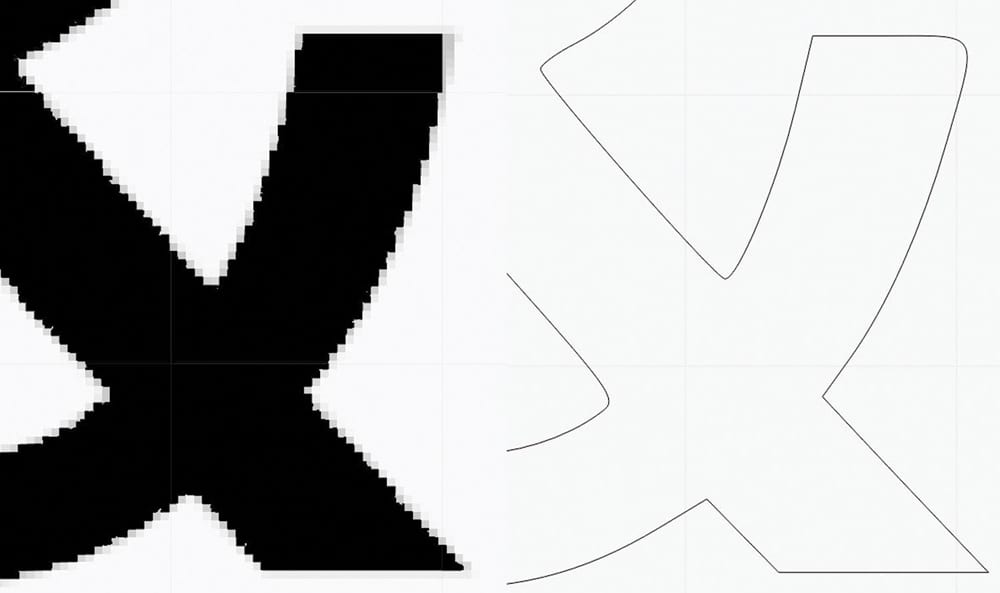
Raster Vs. Vector Image
The image on the left shows the pixilation of a raster image versus the vector image on the right.
Desktop Diode Laser Unit
Due to their compact size, diode lasers are often available as completely enclosed desktop units. Shown here is the Emblaser 2 by Afinia. (Photo by iDesign Solutions)

Common CNC Accessories
Lasers are a common accessory purchased for CNC machines. Shown here is the Jtech laser accessory for Axiom CNC machines. (Photo by AxiomPrecision.ca)
CO2 Laser
Carbon dioxide lasers are usually fully enclosed units that require dedicated filtration and/or ventilation systems. (Photo by Inksmith)
Engraving or “Burning” an Image File
Lasers are capable of engraving or “burning” images onto a variety of materials. From left to right: the original image (photo by Jessica Tucker); the photo burnt onto pine; the photo burnt onto maple. You can see how the physical features of wood, such as its grain, can affect a laser’s performance.

Laser Test Board
Dialing in the settings for your laser will require trial and error. Many users develop test boards for specific materials to help them determine power and speed settings.
Laser Cutting
Consumer lasers are capable of cutting a variety of material up to 1/2" thick. Woodworkers and model makers have adopted lasers for their precision and speed. (Photo by Trotec Laser Canada)

Converting an Image to a Vector File
There are multiple options for converting an image into a vector. Shown here is LightBurn’s Trace function. The upper left photo shows the original raster image imported into LightBurn. The lower left photo shows the trace tool settings and preview. The photo on the right is the resultant vector image.
Lasers are Excellent for Detailed Work
Lasers are ideally suited for detailed work that may have been traditionally accomplished using other techniques. (Photo by Trotec Laser Canada)

Stacking Layers
By stacking multiple layers of cut material you can achieve unique artistic effects to portray depth. Shown here is a gift that I received. It’s an example of three layers of 1/4" hardboard painted and stacked to provide depth.

Personalizing or Branding Items
Lasers make it extremely easy to personalize your projects to add that extra bit of consideration. Shown here is an example of how engraving text on different materials can really add to a project. (Photo by Trotec Laser Canada).








Glad you found it useful! Enjoy your laser!
Thank you for this! It was a great primer to see what I was getting into. :D. I knew the basics but this gave me one more level up. (Bought a ortur LU3-20w) here I go!