TIPS & HOW TO
High quality finishing with HVLP

Carl Duguay

If you ask woodworkers what their least favourite aspect of woodworking is, most will tell you they dislike applying a finish to a project.
Most magazine articles focus heavily on project construction, saying little, if anything, on the how to finish the project. Typical advice is to “apply a finish of your choice”.
Your choice of finish will be determined to a great extent by the intended use of the object. A hand rubbed oil and beeswax finish is appropriate for fine furniture that isn’t subjected to daily wear, but for a project that will see a lot of use, a modern high-tech finish is a better choice.
Finishing Products Have Improved
There have been numerous advances in finishing technology, both in the products and in the application equipment. Reactive film finishes like varnish and polyurethane are now easier to use as the formulations have been improved to reduce volatile organic compounds (VOCs) and improve the ease of application. Long drying times and application by brush have meant that it was time-consuming and difficult to achieve a perfect finish in a home-based shop. The inevitable brush marks and dust contaminated finishes have been the bane of woodworkers for decades.
Water-based finishes were developed to deal with these problems. They are easily brushed on, and dry rather quickly, reducing some of the problems with dust contamination. However, you still have to deal with brush marks, and since these finishes are water-based, they tend to raise the grain, requiring a light sanding after the first coat. Unfortunately, they don’t impart any depth to the wood, and they aren’t as durable as a varnish finish.
Application Tools Have Improved
As the coating technology has improved, so have the application tools. When I first set up shop and began woodworking I purchased a conventional compressor driven spray gun to apply finishes. These guns typically run at 40 to 60 psi air pressure and are driven by a shop compressor. They operate on the venture principle: air moving over the opening in a container creates a low pressure spot which pulls, or siphons, the fluid out of the container until it is picked up by the air stream and atomized. The air has to be moving at a certain velocity to be able to lift the coating out of the siphon tube, the higher the air pressure sent to the gun, the more coating is siphoned from the cup. Compressors have two other characteristics that can adversely affect the quality of the finish. The first is water. Compressors can introduce water droplets into the air stream as a natural result of their operation, and when spraying oil based finishes, water in the air is not a good thing. The other hazard with compressor driven systems is oil or other contaminants in the airline. If you are spraying waterbased coatings, you don’t want oil mixing with the finish.
A standard compressor driven gun, operating at high pressure, will actually over-atomize the coating you are spraying. As a result, most of it will be wasted as over spray, with less than 40% of the contents of the cup actually transferring to the object you are finishing. All of that extra finish has to end up somewhere, usually on everything in the shop, as well as yourself. When using this type of system you will need adequate ventilation to evacuate airborne hazards. If you are spraying oil-based finishes, your system will have to be explosion proof as well.
HVLP Is the Affordable Technology
Environmental and health concerns, as well as the desire to save money by reducing industrial over spray, lead to the development of HVLP (High Volume, Low Pressure) technology. Once the domain of commercial cabinet shops, these new systems are now affordable enough for the small shop owner, the serious hobbyist and the casual builder. Essentially this system works in the opposite way a standard compressor driven gun works. A turbine provides a high volume of air at a low pressure to the gun.
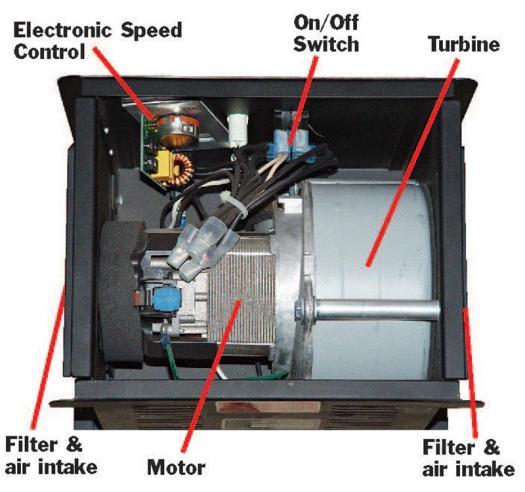
How HVLP works
Turbine-driven HVLP systems use a 2, 3 or 4-stage turbine to provide the air for the gun. The turbine is made up of specially designed fans, one per stage, and each one rotates at high speed – up to 20,000 rpm. The ambient air in the room enters the turbine through filters to remove all airborne contaminants, and then proceeds through each of these fans, or stages, being compressed and blown a little more in each one. The air is delivered to the gun via a larger diameter flexible hose that connects to the gun with a quick release connector, much like a conventional compressor driven gun.
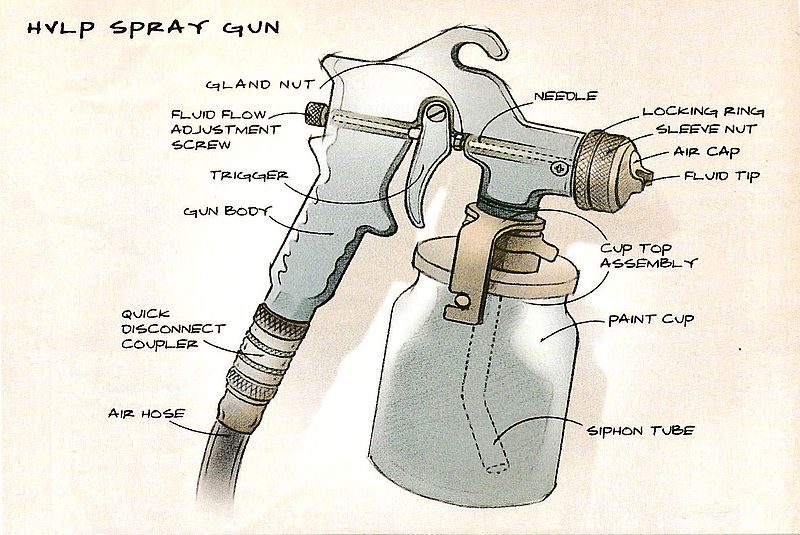
An HVLP gun differs from a conventional gun in a couple of key ways. It’s a bit bigger, with the extra bulk allowing room for the larger volume of air that the system provides. The other difference is that the cup is pressurized via a tube from the main air supply. Most of the supply air passes through the body of the gun and is directed to the holes in the air cap at the front of the gun. A small pressure tube runs from this airway, through a one-way valve, to the cup and pressurizes the cup. When you pull the trigger, the finish is forced up the supply tube and out the fluid tip. As it is squirted out the fluid tip, the air coming out of the holes in the air cap atomizes the finish in a very controlled manner, and directs it at the surface.
Conventional compressor driven guns operate in a range from 5-12 cfm at 40-70 psi. The HVLP system driven by a turbine will operate in a range from 50 -130 cfm at 4-8 psi. By adjusting the airflow to the gun, you can fine-tune these systems to use only as much air as you need to atomize the finish. Reducing the pressure and airflow allows precise control over your spraying. By reducing the turbulence as the finish leaves the fluid tip, the atomizing air is able to maintain the finish in a tight pattern, which increases the transfer of your finishing material to your project. With conventional high-pressure systems, typical transfer rates can be as low as 30%. By maintaining better control over the atomized finish, transfer rates with a turbine driven HVLP system can be as high as 90%, meaning more finish on you project and less finish all over your shop.
As the turbine accelerates and compresses the air, it also warms it up considerably. In fact, the first several feet of the supply hose can get quite warm as a result. As the air warms up, it dries out, and this is another one of the systems great advantages. The air passing through the gun is warm and dry, which not only eliminates any issues with oil or water contamination, but will actually dramatically reduce the drying times of your finishes. Combine this with the fact that you can easily spray several thin coats in the time you could do two coats by brush and you can have a beautifully built up flawless finish in a relatively short period of time. Reducing the time the finish remains tacky reduces the time that stray dust particles from your shop have to embed themselves in it.
A Balanced System Gives Optimal Performance
To achieve optimum results when spraying a finish, all parts of the system have to be matched to each other. With a few exceptions, a properly selected HVLP system will spray almost any coating that can be atomized. The secret to success when spraying finishes is to achieve the proper balance between the airflow/pressure, the viscosity of the finish, and the correct selection of the needle and fluid cap. The Turbinaire unit we use in our shop has five different sized needles and fluid caps. The smallest aperture is a mere .5mm, and the largest is 3mm. Before selecting the correct needle and tip combination you will have to know the viscosity of the material you will be spraying. This is easy to determine beforehand using a standard viscosity cup. These cups are called ‘Zahn cups’. They are standard sized cups with a handle on top and a hole in the bottom. To measure the viscosity of a coating, submerge the cup in the fluid, lift it out and start timing it. Count how many seconds it takes for the first break in the stream. This will give you a measure of the viscosity of your coating. For example, it may take 25 seconds for the first break in the stream to occur. Compare this number with the chart that came with your equipment to select the proper needle/fluid cap combination. A break at 25 seconds may require you to use a 2mm needle and tip with your spray gun.

Once you have used this method for a while you will develop a feeling for which needle/tip combination to use. Keep track of which combinations work best with which coatings, either with your turbine or written on the can, it will save time the next time you spray the same coating.
HVLP Is Portable
Aturbine powered HVLP is a very portable system. It can be kept in a cupboard when not in use and then quickly set up where it is needed. Most units ship with a standard 20 foot long flexible hose but I would highly recommend adding a short, heavier, more rigid section between the turbine and the flexible hose, as well as another short section of extra flexible hose at the other end where it connects to the gun. The air heats up as it moves through the turbine and will cause the flexible hose to warm up and become softer. As you move around your project with the hose it is easy to cause the hose to kink where it has become warm. This reduces the airflow from the turbine, adversely affecting your finish and also places and extra burden on the turbine. Adding a heavy-duty whip between the two overcomes this problem. At the other end of the hose, adding an extra flexible whip between the hose and the gun increases mobility and greatly reduces fatigue.
Look Ma! No Over Spray
It’s possible to use one of these in your shop without making any extensive or expensive modifications. Because the over spray is reduced to almost nil when you fine-tune all of the settings, you do not need any specialized spray booth to achieve professional quality results. The level of control you have over all of these parameters should be a major consideration when looking at the various units on the market. The Turbinaire 1235 has one feature that I would find hard to live without. On many units you control the air delivery with an inline valve much like your garden hose. On the Turbinaire model the turbine speed is controlled electronically which means that more than 90% of the time I can run the turbine at a fraction of its full output. In fact, for most coatings I spray I am able to reduce the speed on the turbine to the point where there is no over spray and the turbine makes no more noise than my microwave.
Storage - a Non Issue
With over spray virtually eliminated, the need for dedicated spraying facilities is also eliminated. With the exception of the equipment itself, everything I need to set up my spray booth can be stored in a large Rubbermaid rough tote when I am not using it. To set up a space to finish your project you need only four things: space, drop cloths or tarps, adequate ventilation and some personal protective equipment.
If you had the space in your shop to build it, you’ll likely have the space to finish it. In practice I’ve found that 3′ around the perimeter of the project is all that is required. When I need to spray a finish on a piece it is as simple as throwing a drop cloth over my table saw, hanging three tarps on hooks, that I’ve located in the right places, and turning on my window mounted fan. Total time from pulling the tote off the shelf and being set up is less than 15 minutes.
Safety - Just as Important
When spraying any sort of finish you should wear full personal protective equipment. You will need eye protection as well as a proper respirator. If your turbine runs at full speed and the noise is noticeably loud, hearing protection of some sort would also be advisable.
Because of the system’s portability it is the ideal solution to many of the time consuming painting chores that most homeowners will typically face. That point was made abundantly clear to me one weekend this past summer. The first time we stained the cedar siding on our house it took three weekends of solid hard work. This year I started early on a Saturday afternoon and by Sunday evening I had done the house twice as well as having time to barbecue each evening – without even breaking a sweat. That left the next two weekends free for more specific applications; and if that doesn’t justify having one an HVLP system, nothing will.
Key Uses
- Furniture
- Cabinetry
- Crafts
- Trim, moulding, wainscotting
- Drywall
Key Materials
- Water based finishes
- Polyuerthane and varnish
- Lacquer
- Stains
- Paint








HVLP is determined by the air pressure and volume at the cap and not what the air supply is. I have an Apollo Tri-mode gun that uses air from a regular compressor. The pressure is reduced in the gun by letting the volume increase. That particular gun can be fed from a gravity cup, a siphon cup or from a pressurized paint pot. The air requirements are such that a compressor that runs on a regular 120V 15A circuit is too small for continuous use. My Fuji turbine system has 4 stages and can run on a regular household circuit, which is a big plus. It uses a siphon cup but I have a hunch I could connect it to my pressure pot. I’ve just never tried. Two tricks that can be used with a pressure pot. Instead of dumping the paint in the pot use a liner. Instead of a liner get a pot that a gallon can will fit in and use a tube that almost touches the bottom of the paint can when the lid is in place. The advantage of the pot is less cleaning for big jobs.