TIPS & HOW TO
Canoe repair

Kevin Good

Few things are more Canadian than canoeing. Perhaps more than any other object, the canoe represents the history and culture of Canada.
Few things are more Canadian than canoeing. Perhaps more than any other object, the canoe represents the history and culture of Canada. So when the gunwales, bow and stern deck plates of my canoe rotted away from exposure to the elements, it was almost as if an important piece of Canadian history had been destroyed. Fortunately the repairs were fairly straightforward.
Gunwale Preparation
Begin by removing the seats and thwarts. Ensure you accurately mark the locations for these, so reinstallation will be easier.
You’ll want to accurately measure the width and depth of the inner and outer gunwale. In this case they both measured ¾” x 1⅛”. The exact length is not important at this stage as the gunwales are installed approximately 1 foot over-length, and then cut to final dimensions. The original gunwales were fabricated from red oak. We chose to replace them with maple, but you can use any hardwood that can absorb the inevitable strikes from paddles and bumping into docks. Other good choices are birch, mahogany, or cherry.
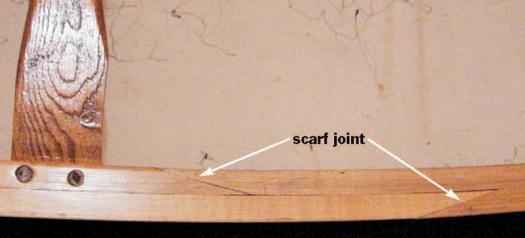
The installed gunwales on this boat measured 18 feet long. This is too long for a single board, so each gunwale was made from two pieces and joined with a scarf joint. In this case we used a 9′ and a 10′ piece, which provided us with the extra foot to be trimmed later. Aesthetically, it is nice if the scarf joints are in the same place on each side. If you used 9 and 10 foot pieces for the port outer gunwale, then you should also use 9 and 10 foot pieces for the starboard outer gunwale and the same for the inner gunwales. Make the scarf joint first, then put the pieces aside until the stock for the gunwale pieces is prepared.
For a scarf joint, the ratio of material thickness to length of joint is 3:1. In this case the gunwales are ¾” thick so the length of the joint is 3″ x ¾” or 2 ¼”. To ensure the joint fits properly, clamp both pieces together and make the angle cut through both boards at the same time.
The inner gunwales have a rabbet cut to accept the hull of the boat. The depth of the rabbet cut is the canoe hull thickness. In this case it was ⅛”. For safety reasons, ensure that you set up your table saw with a feather board when making the rabbet cut. You will also want to ensure that there is ⅛” of material remaining at the top of the rabbet. The top outside edges of both the inner and outer gunwales should be rounded over using a ¾” round-over bit.
Now you can complete the scarf joint. Apply some thickened epoxy to the joint and clamp the two pieces together. Epoxy cures very hard so wipe off any excess now as it is quite difficult to sand after it has cured.
You now have two inner and two outer gunwales approximately one foot longer than their final dimension. Sand the gunwales using 80 grit paper, working through to 220 grit. After sanding, seal all surfaces of the gunwales with two-part epoxy.
Gunwale Installation
Now that the gunwales are prepared it is time to install them. It’s easiest to remove the old gunwales and install the new ones one side at a time. If you remove all the gunwales at the same time, the canoe will tend to flex outwards.
The next step is to ensure the bow and stern joints of the inner and outer gunwales fit properly. This is done by cutting the ends of the gunwales to the same angle so they fit exactly in the middle of the bow and stern. First you must find the exact centerline of the boat. To do this, attach a string directly down the middle of the boat from bow to stern, leaving about six inches of string extending beyond both the bow and stern. Now clamp the outer gunwale to the side of the boat with approximately six inches overlap both at the bow and stern. Lay the overlapping string tightly over the gunwale. The line of the string will show the angle to cut the gunwale. Follow this same process for both the inner and outer gunwales.
Drill and countersink the screw holes on the gunwales. For a better look, space the holes the same on both the port and starboard sides. Install the gunwales using high grade 1¼” stainless steel or marine bronze screws, otherwise you’ll end up with rust streaks running down the side of your boat. Glue plugs into the countersunk holes. To ensure a tight fit use a tapered plug cutter when making the plugs. Use some of the scrap wood left over from fabricating the gunwales for the plugs. Follow this same process to install the inner and outer gunwales on the other side. At this point you should reinstall the seats and thwarts.
If there are any gaps in the joints at the bow and stern, fill them using thickened epoxy, being careful not to get epoxy on the boat itself.
Deck Plate Measurement
Carefully remove the original deck plates to use as a template for measuring the replacements. You’ll want to fabricate the deck plates from the same wood as the gunwales but in any case use a good hardwood with a thickness of ¾”. You can make the deck plates from one solid piece or from two or more pieces joined with either a biscuit or tongue and groove joint.
Deck Plate Fabrication
We decided to modify the design of the deck plates. Originally the deck plates were installed flush with the gunwales. We installed slightly larger deck plates that sit on the gunwales. Use a band saw to rough cut the deck plate stock to the approximate dimensions. To achieve the final dimensions, use a belt sander and drum sander. Test fit the deck plates to ensure proper fit. Once satisfied with the fit, finish sand the deck plates using the same procedure as the gunwales, then coat all surfaces with epoxy.
Deck Plate Installation
There are two methods for installing the deck plates. You can drill and countersink holes in the deck plates and attach them to the gunwales using 2¼” stainless steel or marine brass pan head screws. The second method is to join the deck plates to the gunwales using 1¾” 14-gauge bronze ring nails. Ring nails, also called boat nails, are easy to work with and add a nice colour contrast with the wood grain.
Now you can install a small fillet of thickened epoxy around the joint between the deck plate and the gunwales. This will ensure a watertight seal between these two pieces. To get a nice, clean fillet, put the thickened epoxy in a sandwich bag, cut the corner from the bag and gently squeeze the epoxy out, much like a cake decorator.
Grab Handles
To make the canoe easier to carry, we fabricated grab handles and attached them to both the bow and stern deck plates. Once again these were made from ¾” maple. We rough cut the grab handles with a band saw and then drum sanded them to the final dimension. After finish sanding we sealed the grab handles with epoxy. We then installed them using two stainless steel pan head screws for each handle.
Finish Work
Apply a final coat of two-part epoxy to seal all seams and to ensure all joints are fully bonded. Before you do this, tape off the boat under the gunwales so that you don’t spill any epoxy on the boat. Once the epoxy has fully cured wash the wood with soap and water. This removes any amine blush that might have formed while sanding. Amine blush is caused by incorrect mixing of epoxy and hardener and shows up as a whitish, dull hue. Apply at least two coats of a good quality marine varnish with UV inhibitors, lightly sanding between coats with 220 grit sandpaper. The more coats of varnish you apply, the deeper and more lustrous your wood will look and the more it will be protected.
The final step is to apply a marine caulking to the underside of the gunwales. This will stop water from seeping under the gunwales and prevent rotting in the future.
Working with Epoxy
Two-part epoxy cures to a hard, impact resistant and waterproof solid surface making it an ideal product for preserving wood in marine environments. Mixing epoxy resin and hardener begins a chemical reaction that transforms the two liquids into a solid. Always wear rubber gloves and safety glasses and follow all manufacturers safety instructions.
When working with epoxy you should understand the terms open time and cure time. Open time is the time available after mixing for application, smoothing, shaping, and assembly. Cure time is how long you must wait before removing clamps, sanding, or moving on to the next step in the process. Open time and cure time are primarily determined by hardener speed and epoxy temperature. Each epoxy manufacturer will supply hardeners that will cause their product to cure at different rates. You should be aware that pot life after the epoxy is mixed will be significantly less than the open time specified in the product instructions. This is because pot life refers to a specific mass in a container, and open time refers to a thin film of epoxy and the rate of the chemical reaction is different in each case.
The other factor that determines open time and cure time is epoxy temperature. Basically, the warmer the temperature of the epoxy, the faster it cures. The temperature of the epoxy is determined by two factors; the ambient temperature (generally the air temperature surrounding the project), and the heat given off by the chemical reaction between the resin and the hardener. You should be aware that the larger the mass of epoxy that is mixed, the faster the reaction takes place, resulting in more heat being generated. In fact, eight ounces, or more, of curing epoxy will generate enough heat to melt a plastic cup and burn your hands. The same amount of curing epoxy applied in a thin coat will cure at a slower rate with a correspondingly lower temperature.
Cure times and open times will be stated in the product literature. Good advice is also generally available from the personnel at marine hardware stores.
Epoxy is often used for bonding joints. The preferred method of application is a two-step process. It prevents having epoxy-starved areas and helps with epoxy penetration into the wood. Before mixing the epoxy, check the joint fit and ensure the wood is clean and dry and the surface has been sanded with 80 grit paper. The first step is to wet all the surfaces that are to be joined with a straight resin-hardener mix with no fillers. The second step is to apply a thickened epoxy to one bonding surface. To obtain a thickened epoxy, add either a filler supplied by the manufacturer or simply add wood sanding dust to the resin-hardener mixture. Add enough thickener to give the mixture a peanut butter like consistency. After joining the pieces they should be clamped until fully cured. Try to clean up any mixture that squeezes out of the joint while it is still liquid, as epoxy cures to a very hard solid that is difficult to sand.
Epoxy is also used to provide a waterproof and smooth surface prior to final finishing with marine varnish or paint. To begin, ensure the wood is clean and dry. Next apply a straight, non-thickened mixture of resin and hardener to the wood. Disposable brushes or small rollers are ideal for this. Spread the epoxy so that there is a thin, consistent film over the piece to be coated. To be certain that the coated piece will be waterproof, apply at least two coats of epoxy. Before adding subsequent coats, allow the first coat to cure enough so that it can support the weight of the next coat. If all coats are added in one day there is no need to sand between coats. If you will be applying a top coat of varnish, or other finish, ensure that the epoxy is fully cured, then washed and sanded, before applying the finish. It must be remembered that epoxy provides no protection from the sun’s UV rays so any wood that will be outside must be painted or varnished. -CWM
New gunwale showing scarf joint
Damaged canoe

Repaired canoe