TIPS & HOW TO
Bent lamination

Karel Aelterman

Bent laminating is an easily acquired skill that will open up new avenues for expressing your woodworking creativity.
If you are one of those woodworkers who has thought about how nice it would be to use bent lamination in a project, but are intimidated by the process, think again. The process is surprisingly simple, and once you’ve made your first bent lamination, you’ll want to include curves in all your future projects.
Layers, Laminates and Lamination
We’re all familiar with laminates. If you’ve ever glued two pieces of wood together face-to-face you’ve essentially created a laminate. A laminate is simply anything made up of two or more layers of material. The technique to produce the laminate is called lamination. Bent lamination just introduces the element of curving the laminate. Lamination is different than veneering. In veneering the layers are oriented in an alternating fashion, while in laminating, the layers are oriented in the same direction.
Commercially made laminate layers are not widely available. Some lumber dealers, such as A&M Wood Specialty, (forloversofwood.com), sell thin strips of 1⁄16″ or ⅛” lumber in various species. Fortunately it’s not too difficult to make your own laminate. They’re easily produced by cutting strips of the desired thickness on a bandsaw or table saw and cleaning them up with a planer. The thickness of the strips depends on the radius of the curve to be obtained and on the kind of wood used – the tighter the curve, the thinner the strips should be in order to allow them to make the bend without breaking any fibres. It is easiest to find out the possible radius for a strip of wood by testing a piece. A typical ¾” thick curved piece would be made up of six strips of ⅛” thick each. If you find that the curve you want to make is too tight, or the wood you are using does not allow you to bend it enough at that thickness, use eight strips that are a little thinner (about .09″ thick).
Bent lamination is based on the principle that if several strips are glued together face-to-face against a rigid form, they retain the shape of the form. Try bending two thin strips together and see how their surfaces slide one along the other. If you clamp them together in a curve, they will keep that shape because they will not be able to slide back to their initial position. Glue accomplishes the same goal.
The Bending Form
In order to make the laminate layers conform to a certain predetermined shape and to make one layer adhere entirely and uniformly to the next one, you need to make a form on which the layers will be clamped. There are two kinds of bending forms. The first is a two-part form that consists of matching male and female form pieces that sandwich the laminate layers together. The second is a single form and a clamping block made of bending plywood and hardwood blocks. The laminate layers are sandwiched in between the clamping block and the form.
Since bent lamination is used only for narrow parts such as drawer fronts, table legs and aprons, and chair parts, the form can be fairly narrow. MDF is the material of choice for making forms because its edges can easily be shaped into smooth curves with a bandsaw and files or spokeshaves. Forms are often made up of several identical pieces of MDF, and you can use one of the pieces as a template, and easily duplicate it with a router and template bit. The various layers of a form are then screwed and/or glued together. You need to make the form a few inches longer and wider than the final piece you are going to laminate. When assembling the form, ensure that the layers are perfectly lined up. Smooth out any imperfections with a file, spokeshave or block plane. Optionally, you can add a layer of matting board over the edges to help you achieve a perfectly smooth curve. Finally, cover the form with transparent packaging tape to prevent the glue from adhering to it.
Two-Part Bending Forms
The two pieces of a male/female form must match perfectly, while accounting for the thickness of the laminate layers. The radius of the male (convex) form must match the radius of the laminate layers on the bottom (concave) edge of the object, and not the radius of the female form. That is, the inside of the bent lamination will have a different radius than the outside. An easy way to cut the two parts to the form in one fell swoop is to a rout a channel halfway through the thickness of one layer of the form. Use a straight router bit the same diameter as the thickness of the laminate stack you will be bending. Stack all the layers that you will need to make up the form one on top of the other, and then drill dowel holes through the sandwich.
Dowels inserted into the holes will keep the layers together and make it easier to lift the forms. Cut the sandwich apart, separating it into male and female parts of the form. Finally, clean up the sawn edges of the forms with a template router bit, with the bearing resting against the channel sides.
When you are gluing the laminates together you can hold them temporarily in place with masking tape. A set of guide rails on the sides of the form will help align the male and female forms and allow you to concentrate on the rest of the glue-up. You will need as many clamps as you can possibly get on the form. A major advantage of the two-part form is that it does an excellent job of distributing clamping pressure.
One-Part Bending Forms
On certain projects the radius can get too tight to use a two-part form. The two part forms can also be rather large and heavy and become difficult to handle. In such cases you can use the male part of a two-part form, but a different clamping method. Make the male form large enough to drill clamping holes in it or to cut the underside in such a way that allows appropriate clamping action.
The clamping block consists of one or more layers of bending plywood (more layers distribute clamping pressure more evenly) and a thin strip of bending plywood with small hardwood blocks glued to it. Generally it’s difficult, if not impossible, to place a clamp over every hardwood block, but you should use as many clamps as you can manage. You can also put a layer of ⅛” cork between the work and the clamping block.
Clamping With a Vacuum Press
If you own a vacuum press system, you can use this to clamp the laminates to the male form. Just lay the stack of laminates on the form, temporarily secure it in place with tape, and insert it in the vacuum bag. No need for clamps here, the bag does the trick. If you use a different method to build the form than the one described above, make sure it is solid enough to withstand the great pressure inside the bag.
Dealing With Spring-back
When you bend a piece of wood that has spent its life being straight, you can expect some resistance. Bending wood will compress the fibres on one side and extend them on the other. Wood fibres have some flexibility to enable the tree to bend in the wind but their main role is to keep the tree standing. All they want to do after being compressed or extended is recover their original position. This is called ‘springback’. The bigger the curve, the more spring-back you can expect.
There are a few ways you can deal with this issue. One way is to exaggerate the curve a little to compensate for springback.
This is straightforward but rather tricky if you need to obtain an exact curve. I like to use glue that dries really hard and keeps the fibres as much as possible in the desired position. Both urea-formaldehyde and epoxy glues accomplish this. My favourite is urea-formaldehyde because of the easy clean-up compared to epoxy.
With these straightforward techniques, any woodworker with a basic set of skills can incorporate bent lamination into their work. Begin with a simple project. You’ll be amazed at how easy it is to do, and how it opens up a myriad of design possibilities.
Bending Plywood
In ‘regular’ plywood, the layers of veneer run in alternating directions; this lends rigidity to the plywood. You can bend the plywood only slightly before it breaks. In bending plywood the layers run in the same direction, allowing the plywood to bend to a much greater degree before breaking. Once it’s been laminated into a curved shape the plywood will hold its shape indefinitely. Bending plywood is available in ¼”, 5⁄16″ and ⅜” thicknesses, and comes in several species, including poplar, birch and lauan in standard sized sheets (4′ x 8′) with the veneer layers running either lengthwise or widthwise.
Cutting Laminates on the Bandsaw
Cutting your own laminates is best done with a bandsaw. Make sure you equip the tool with a fence that is at least as high as the laminates you will be cutting so that the stock is well supported. Make sure the table is perpendicular to the blade and the fence is parallel to the blade. You should also use a sharp blade with three to four teeth per inch.
If you want the bent lamination to appear as much as possible as a solid block of wood, make sure you mark the edge of the wood so that you are able to put the laminates back together in the right order. Clean the strips with a planer or drum sander. It’s a good idea to make a few extra strips; the thin laminates will vibrate more than a thick block of wood and some strips may get destroyed by the planer. A drum sander is a better option for thicknessing very thin strips. If you don’t have a drum sander and want to use thin strips, you can use a hand plane to clean up the laminates. Use double sided tape to secure the strip to your workbench.
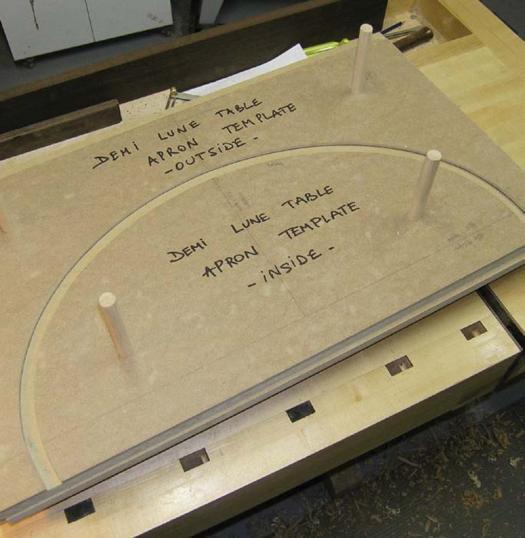
Bandsaw form template

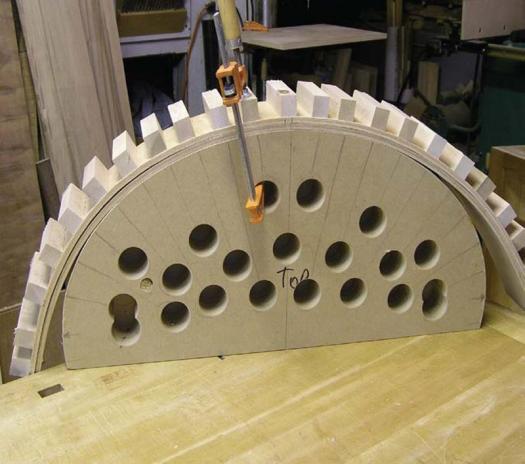
Pieces for a form
Two-part form separated

Two-part form glued and clamped

One-part bending form