PROJECT
Design a bandsaw chamfering jig for turning

David Bedrosian

Find more Jigs projects
Use your bandsaw to quickly and efficiently remove most of the waste to make turning more productive and less messy.
I enjoy turning, but roughing a square blank into a cylinder generates a lot of chips and takes more time than I like. That’s why I designed this bandsaw jig to cut off the corners of a square workpiece before I mount it on the lathe. The jig is similar to a lathe with one end fixed (the headstock) and the other end movable (the tailstock). Both ends have pointed centres that trap the workpiece, allowing it to rotate. A stop block locks the workpiece at a 45° angle so each corner can be safely cut off at the bandsaw.
I used phenolic plywood, but Baltic birch or MDF would also work. The dimensions can be adjusted if you want to cut stock longer than 20″ or larger than 5″ in diameter.
Design a bandsaw chamfering jig for turning
Make the baseplate
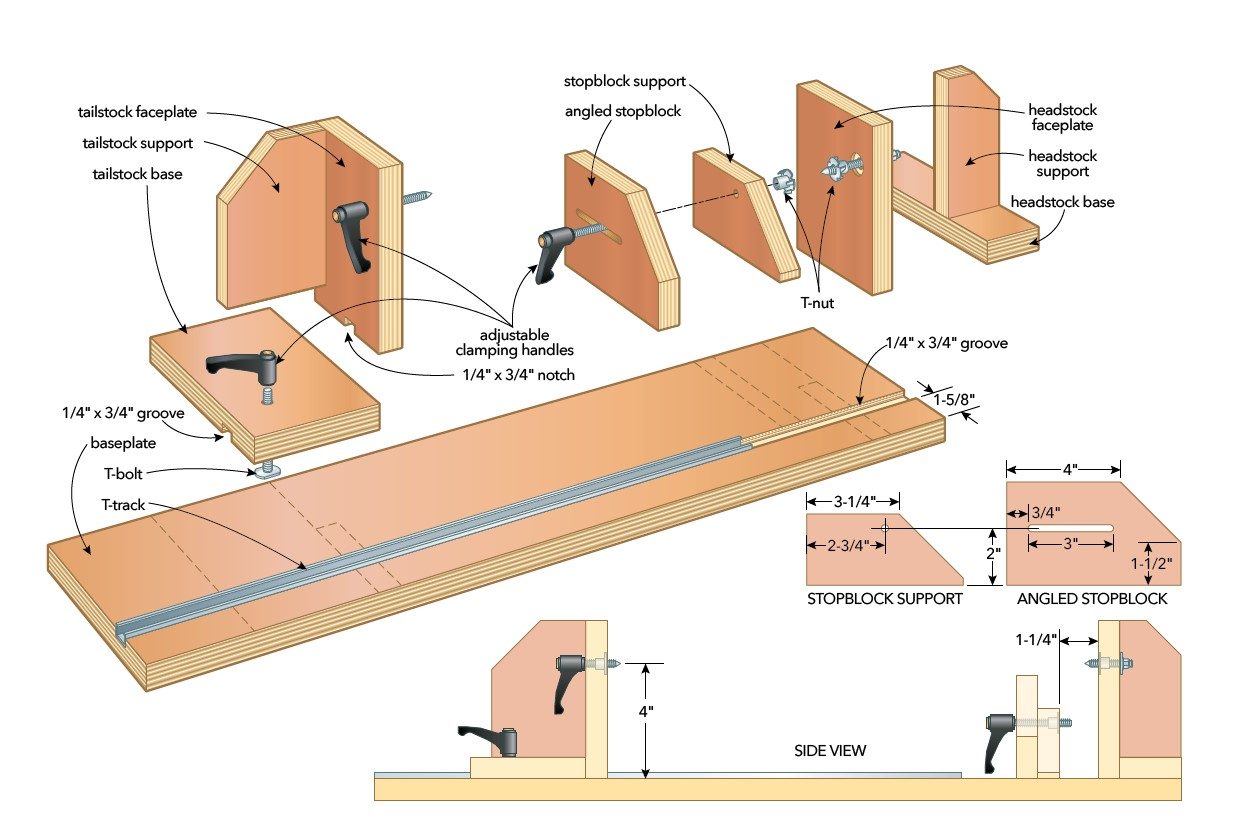
Once your baseplate is cut to size, use a dado stack or a router bit to cut a groove 1-5/8″ from the side of the baseplate to fit your T-track. The depth of the groove should be just over half the thickness of the T-track so it sits above the surface of the base when it’s installed. I used a double T-slot track from Lee Valley, so I undercut the groove using an undercutting slot bit. Fasten the T-track to the main baseplate at the tailstock end. Four or more screws will be needed if you use a regular T-track. If possible, leave your grooving setup in place since it will be needed after the tailstock is assembled.
Tailstock and headstock
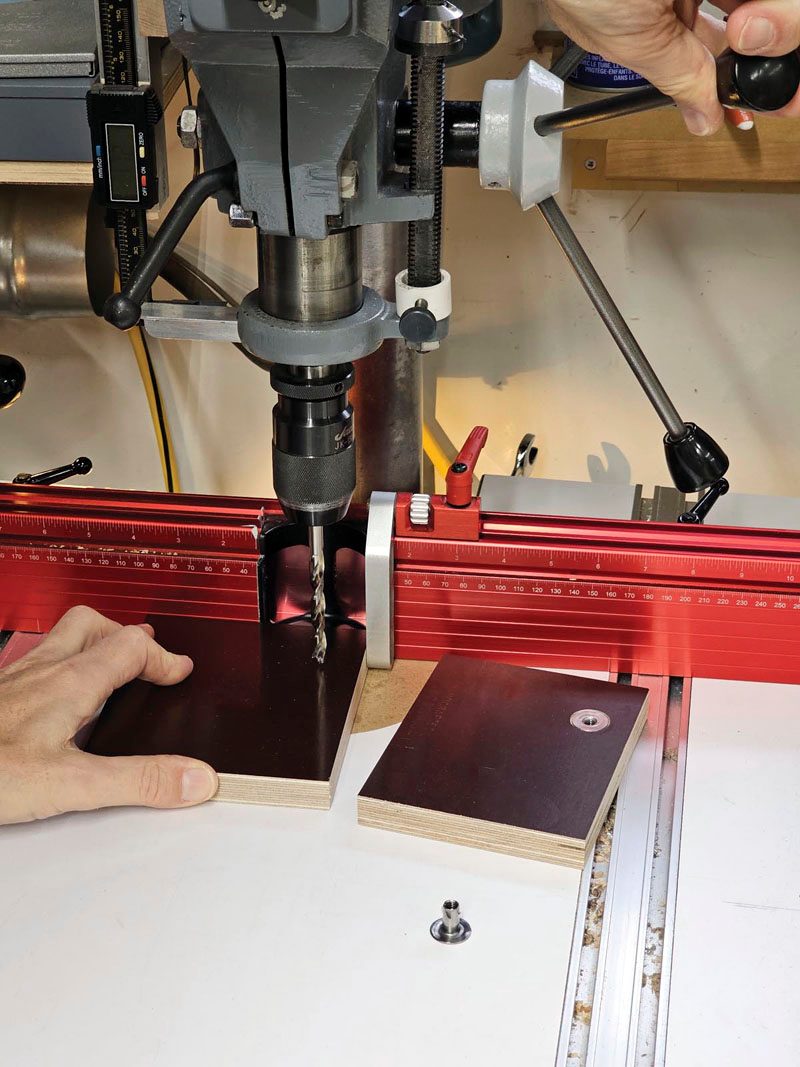
The faces of both the tailstock and the headstock need 5/16″ diameter holes for the T-nuts that hold the centre points. I used my drill press with a fence and a stop block to ensure the holes were aligned. Drive in the T-nuts, being sure the flange is on the same side where the workpiece will be mounted.
Predrill and countersink for #8 screws so you can assemble the three boards that make up both the tailstock and the headstock. Secure the headstock to the end of the baseplate using screws. Pay attention to a few details when assembling the tailstock. The right-angle support board should be far enough away from the centre point T-nut so that it doesn’t interfere with the clamping handle. As well, you will use the same grooving setup to machine a groove in the underside of the tailstock, so don’t locate a screw in this location.
Once you have milled the groove, check that the tailstock slides freely over the T-track. The tailstock is locked in place with a T-bolt in the T-track that threads into a clamping handle. Drill a 1/4″ hole in the middle of the groove near the back of the tailstock for the T-bolt.
Angled stop block
The two-piece angled stop block is next. Start with the support piece and cut off one corner at a 45° angle. Drill a 5/16″ diameter hole for the T-nut before screwing the support piece to the baseplate. The movable piece of the stop has a 5/16″ by 3″ slot that aligns with the location of the T-nut so it can be moved laterally, depending on the size of the workpiece. I machined the slot at my router table and then used my mitre saw to cut off a corner at 45°. Add a clamping handle with a 1/4″-20 threaded rod to lock the stop block in place.
The centre points are made by filing, grinding or sanding a point on the end of a 1/4″-20 threaded rod. I started with a piece of 6″ threaded rod mounted in my cordless drill. To position the rod and sand its tip to a point, I drilled a 1/4″ diameter angled hole in a block of wood and used that as a guide at my disc sander. I flipped the rod around and did the same at the opposite end before cutting the rod in half. The fixed point at the headstock is secured with a nut on both sides of the faceplate. The moving point is threaded and glued into a clamping handle.
Using the jig is easy
Start with an awl to mark the centre on each end of the workpiece and then draw a circle that fits within the end. Line up the awl marks with the centre points of the jig, lock the tailstock in place and tighten the centre point so the workpiece is held securely in place. Rotate the workpiece to 45°, engage the stop block and lock it in place so the workpiece can’t rotate. The left side of the jig rides against the bandsaw fence, so adjust the fence until the blade will cut just outside the circle on the end of the workpiece. Loosen the stop block and rotate the workpiece 90° after each cut until the four corners have been removed. When you start at the lathe, it won’t take nearly as long to turn the workpiece into a cylinder.
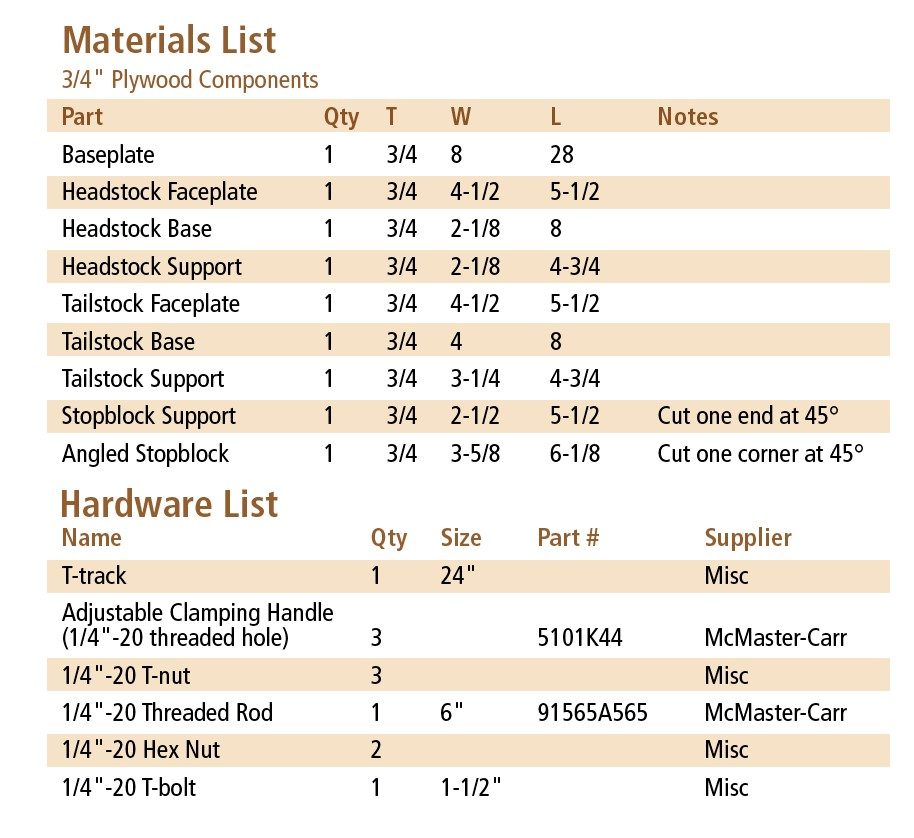
Materials and Hardware List
Illustration
Photos by David Bedrosian
Drilling
The tailstock and headstock both have pointed centres threaded into T-nuts that need to be aligned. This is best done at the drill press using a fence and a stop so the holes are in the same location on both boards.
The Headstock
The headstock is secured to the end of the baseplate with screws. The angled stop block has a slot to allow it to move laterally to accommodate different sizes of wood. It’s locked in place with a clamping handle.

Add a Dado
The tailstock needs a groove to ride along the top of the T-track. Bedrosian uses a dado stack at his sliding table saw. This same setup was used to cut the groove in the baseplate.

Create Points
Bedrosian uses a cordless drill and a guide block with an angled hole to sand the ends of the threaded rod to a point. The rod is cut in half and the two pieces become the centre points for the tailstock and the headstock.

Ready for Action
The tailstock is pushed forward to trap the workpiece between the centre points. Once in place, a clamping lever locks the tailstock to the T-track and another clamping lever tightens the centre point into the workpiece.
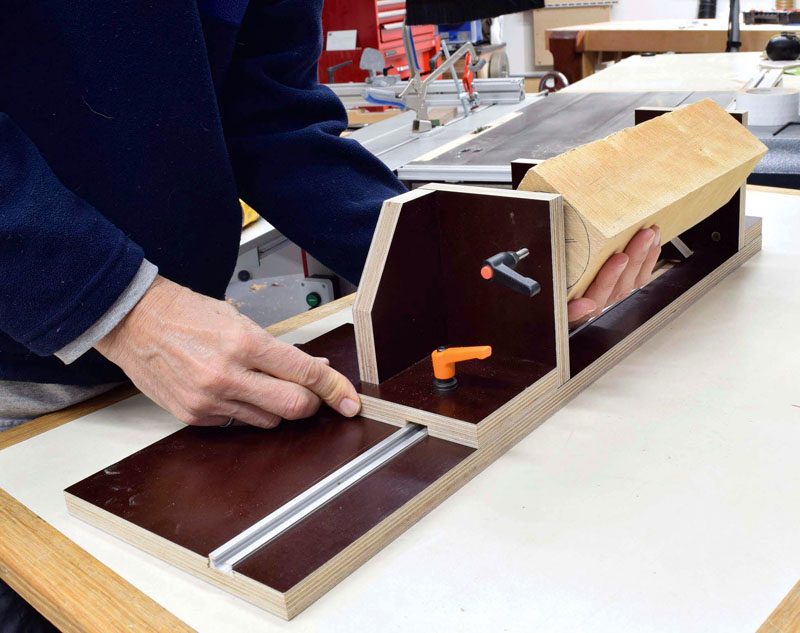
Illustration by Len Churchill