

The quality of a cut is largely determined by the saw blade you’re using, and how you’re using it. For most woodworkers, selecting a blade is where the mystery begins. Let’s remove the mystery and provide you with the information needed to select the correct saw blades for your next project.
Saws date back at least to the Egyptians, who used copper handsaws up to half a metre long. The Greeks and Romans improved the basic design by introducing wooden frames to support the blade. They also set the saw teeth alternately in order to get a more accurate and easier cut. The big breakthrough came after 1650, when the process of rolling wide strip steel was developed in Sheffield and Holland. Wider bladed saws made it possible to do away with the wooden frame, and the steel handsaw, as we know it, was born. It was discovered along the way that different blades were needed for different cuts. As furniture and joinery work became finer and more detailed, specialist saws were developed to help the craftsmen achieve the desired effect. Sash, tenon and dovetail saws with thinner blades, finer teeth and a steel or brass strengthening bar or back began to appear. Rip-cutting a long board using a handsaw was labour-intensive and a blade was needed to make the job go faster and easier. Along came the rip-cut saw. It was discovered that cross-cutting a board using a rip-cut saw was far less than satisfactory so along came a cross-cut saw. We now have the basis for a rip-cut blade and a cross-cut blade and this knowledge was transferred to circular blades.
The first circular saw was invented in 1777 and is credited to Samuel Miller of England. Miller created a metal disk with teeth around its edge, and discovered that at fast speeds the disk was very adept at cutting. His spinning saw blade would eventually be used in sawmills to cut lumber. It did not use electricity, and it was not portable. From the sawmill concept came a number of inventions that would allow an individual to cut lumber without the need to take lumber to the mill.
One company that marketed table-mounted saws was W.R. & John Barnes, of Rockford, Illinois. Its design was similar to a sewing machine; the user would pump a pedal to make the blade spin. These treadle-power designs were sold as early as 1878. In 1922, Raymond Dewalt created the first circular saw with a radial arm. Art Emmons, of Porter Cable, invented the first portable circular saw in 1929. His saw used a helical drive with an electronic motor.
Four main types of blades:
A) Rip-cut blade
B) Cross-cut blade
C) Combination blade
D) Triple-chip grind blade

Hook Angle – Different hook angles are appropriate for cutting different materials. Generally speaking, a positive hook angle (left) will cut faster, but leave a rougher surface. A negative hook angle (right) will produce a slower, but smoother cut.
The “hook angle”, also commonly referred to as the “rake angle”, is a term used to describe the direction of the blade’s teeth, as compared to the rotation and central axis of a saw blade. If you drew a line through the center of the blade and extended it to the cutting edge of each tooth, and the cutting edge of each tooth fell exactly on the line, then this would be a zero-degree hook angle. A positive hook angle would mean that the tops of the teeth are angled towards the direction of rotation, while a negative hook angle would mean they are angled away from the direction of rotation. The higher the hook angle (positive hook), the more aggressive and faster the saw blade will cut; however, the trade-off is a rougher cut. Hook angles of more than 20° should only be used for ripping. A negative hook angle is better for cross-cutting since the negative face of the tooth is much less likely to cause tear-out. A negative hook angle is good for making mitre cuts on moldings, cutting plywood panels, or cutting non-wood materials, such as plastics and metal. Angles between -2° and -10° are recommended for plywood, MDF, OSB, laminate, melamine, and particleboards.


The kerf of a blade is the overall thickness of cut the blade produces. There are advantages and disadvantages to both thick or thin kerf blades. A thin kerf blade is generally 3/32″ wide and a thick kerf blade is generally 4/32″ (1/8″) wide.
As a general rule, thin kerf blades should be used with large and accurate saw collars or stabilizers for strength and accuracy, and are not recommended for deep cutting. Thin kerf blades can be very useful in fine woodworking since they offer low-resistance cutting, lower waste, and generally a good finish. Attention must be paid to setting the blade height or depth correctly, and they should never be used on unstable or green material. Take extra care to keep the feed rate smooth while using a thin kerf blade. Due to its thinner plate, thin kerf blades dissipate less heat caused by friction. Since a thin kerf blade requires less horsepower, it may be a good choice for lower-powered saws and especially battery-powered circular saws.
There are many advantages, and a few disadvantages, to using thick kerf blades. Thick kerf blades are stronger and more resilient. They can also withstand repeated sharpening better than the narrower cutting blades and can make deeper cuts in thicker materials. The heavier mass of a full kerf plate will handle the stresses of heat better than a thin kerf blade, so it’s often a more suitable choice for volume applications. I have personally found that a thick kerf blade used in a 12–15 amp 7 ¼” or 7 ½” circular saw performs better when used in conjunction with any track or guide system. Depending on the thickness of material to be cut, you may have to slow down the feed rate to compensate for any saw with lower horsepower. This is because thick kerf blades remove more material, and require more energy to maintain proper RPM.
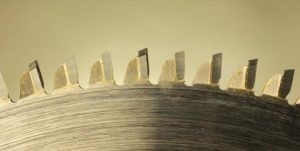
People often think that carbide is carbide, but this is not the case. There are a number of different grades of carbide, which determine how long the blade will stay sharp, how clean it will cut, and how many times it can be re-sharped. On most premium blades the carbide is formulated specifically for the application of the blade. At a minimum, look for a blade with C3 grade micro-grain carbide teeth. C4 carbide is the most durable grade for saw blade teeth, and is usually found on premium blades. Generally speaking, the thicker the carbide, the more times it can be re-sharpened.
Blades with more teeth yield a smoother cut. Blades with fewer teeth remove material faster, but tend to produce a rougher cut with more “tear-out”. More teeth means you will need to use a slower feed rate.
No matter what type of saw blade you use, you will likely wind up with residue on the saw blade. You’ll need to clean off this residue using pitch solvent. Otherwise, your saw blade will suffer from “blade drag” and can produce burn marks on the wood.
Do not use a rip blade to cut plywood, melamine or MDF. This will result in poor cut quality with excessive “tear-out”. Use a cross-cut blade or, even better, a good-quality triple-chip blade.
Never use a rip blade in a mitre saw as this can be dangerous and will provide very poor-quality cuts. Use a cross-cut blade.
If you plan to cut a large volume of a particular material, it may be best to purchase a blade specifically designed for that material. Most manufacturers supply user guide blade information. Naturally, all blade manufacturers think their blades are the best, so you can also refer to the information above to further assist you.
If you do not want to change blades frequently and you constantly cut a variety of material, as is the case with many people, it may be best to stick with a good-quality combination blade. The average tooth count is 40, 60, and 80 teeth. The more teeth, the cleaner the cut, but the slower the feed rate.
The blade depth above or below the material to be cut should not exceed ¼”. This setting creates less friction, resulting in less heat build-up and provides less resistance when pushing material through. A general misconception is that a deeper setting will give better and straighter cuts.
Never force any blade to cut faster than it is designed to. When using a lower-powered table saw or circular saw, listen to the motor. If the motor sounds like it is “bogging down,” then slow down the feed rate. All saws are designed to cut at a particular RPM and work best at that RPM.
With any table saw blade, remember that the teeth above the table’s surface rotate in the direction of the operator and enter the top surface of the work piece first; therefore, place the wood with the finished side upward. This would be the opposite when using a radial arm saw or circular saw. This applies to plain plywood, veneers, and any form of plywood with laminates attached. When both sides of the wood are finished, use a fine-tooth blade with minimum set or a hollow-ground blade.
Dull or damaged blades pose a danger. Regularly inspect your blades for any defects such as missing tooth tips, residue build-up and warping.
Woodworking is a wonderful occupation or hobby, but over 60,000 people are seriously injured using table saws every year. Remember that familiarity breeds contempt. The more one uses a saw, they tend to become over-confident, which is when accidents can happen. Never remove any safety equipment from your saw. Always use eye protection, feather boards, hold down devices and push sticks properly. One of the leading causes of accidents results from inadequate in-feed and out-feed tables or rollers. The natural reaction is to grab the panel or board when it falls and this would generally be right over the blade of the saw. Work safe and work smart and you will have many years of woodworking enjoyment.
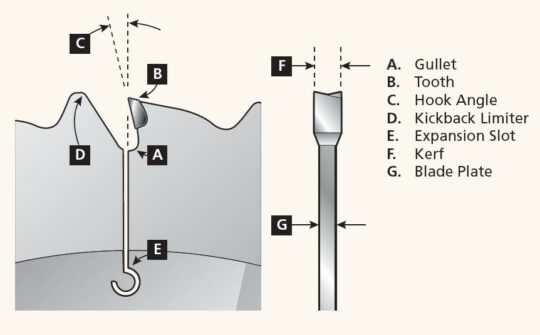
Gullets – The space cut out from the blade plate between the teeth of a saw blade. The gullets provide room for chips and waste to be removed from the cut.
Teeth – The teeth of a blade can be configured in a variety of ways including flat top, alternate top bevel, combination tooth, and triple-chip grind.
Hook Angle – The amount that a saw blade tooth either tips toward or away from the direction of the blade rotation.
Kickback Limiters – Between each tooth of a blade with kickback limiters is a hump, designed to limit the amount that the tooth following the hump will make contact with the wood.
Expansion Slots – Some saw blades have slots to make room for blade plate expansion due to heat caused by friction.
Kerf – The cut width a saw blade makes in material.
Blade Plate – Saw blade plates are usually made of hardened steel, which is tensioned to prevent blade “wobble” at high RPM.
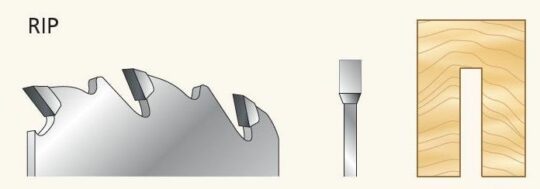
Flat-top teeth (also known as ‘rakers’) are found on solid wood ripping blades. Since wood is much less likely to chip and splinter when it is being cut with the direction of the grain, the focus of a rip blade is to quickly and efficiently remove material. The downside of this blade is that it does not produce a clean cut. If you don’t mind a rough cut, a 24-tooth blade will do the trick. For a bit more precision, increase the tooth count to 40 or 50.
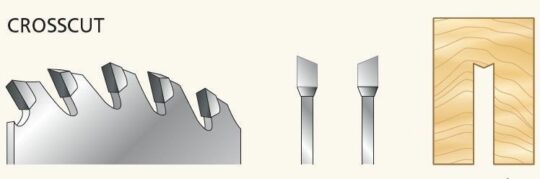
“Alternate top bevel” means that the saw blade teeth alternate between a right- and left-hand bevel. This tooth configuration gives a smoother cut when cross-cutting solid woods and veneered plywood. The alternating beveled teeth form a knife-like edge on either side of the blade and make a clean cut. The teeth on ATB blades are angled so that they lean away from the blade plate on both sides, allowing the blade to shear wood fibres cleanly. Most ATB blades have between 40 and 100 teeth. Since a steeper angle means a more precise cut, some manufacturers have started to create a new category of blade: High Alternate Top Bevel (HiATB). This configuration is used for extra-fine cross-cutting and to cut materials surfaced with melamine, which is prone to chipping. The high bevel angle increases the knife-like action at the edge of the blade. The downside is that steeper angles tend to dull faster.
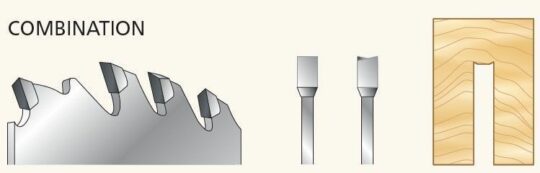
The combination configuration is designed to do both cross-cutting and ripping. It generally has about 40 teeth, but these blades can have as many as 120 teeth. The teeth are generally organized in sets of five and each set has four ATB teeth followed by a raker tooth. The ATB teeth aid in severing the wood’s fibres, while the raker tooth is designed for removing large particles of wood. This type of blade is ideal if you do a combination of ripping and cross-cutting. A good-quality combination blade now rivals the quality of cut of both the rip blades and cross-cut blades. A good-quality combination blade is used by many for cutting hard wood, soft wood, plywood, melamine and MDF with satisfactory results. The main advantage of a combination blade is that you spend less time changing blades and more time cutting. It’s also easier on the pocketbook. Keep in mind that specific blades designed for specific cuts or material may be the way to go if you plan to make a lot of the same cuts using the same material.
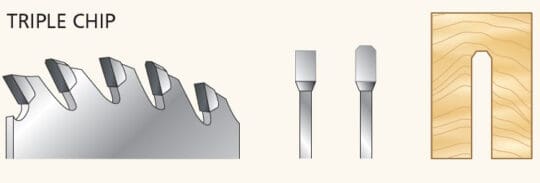
The TCG configuration excels at cutting hard materials like laminates, MDF, and plastics. Teeth alternate between a flat raking tooth and a higher “trapeze” tooth. The TCG configuration is also used for non-ferrous metal cutting blades.







It really helped when you elaborated on how many people get injured when they’re operating table saws. My younger cousin and I want to learn how to create ornaments out of wood, just like our grandfather used to do. I think it’d be wise to follow your safety tips to avoid getting injured when using a saw, so I’ll make sure my cousin’s aware of it too.