TIPS & HOW TO
Wood movement – the basics

Hendrik Varju

We didn’t invent wood. We invented plywood, particle board, oriented strand board, medium density fibreboard, and a whole host of other materials, but wood, in its simplest form, was not invented by us.
In fact, wood is barely processed at all to get it from tree to the lumberyard. The tree is cut down, planks are sawn from the log, and the planks are dried. That is all. The point is we don’t control the properties of wood, since we didn’t manufacture it.
For successful woodworking, we must learn the natural properties of the material we use and design furniture around known properties of wood. If you ignore Mother Nature’s rules, you’ll be sadly disappointed to find that your furniture succumbs to Father Time.
Over the last two articles, I reviewed the three basic cuts of lumber (“flat-sawn”, “rift-sawn” and “quarter-sawn”) and looked at how each changes it’s shape as relative humidity and moisture content changes. In addition to shape changes, lumber also changes in size as its moisture content (MC) changes.
I summarized the basic relationship in my last article: wood expands in size when it takes on moisture (increase in MC) and wood contracts in size when giving off moisture (decrease in MC). I also explained that MC increases as relative humidity (RH) increases. Similarly, a decrease in RH causes a decrease in MC. Furniture design would be much simpler if wood moved by the same rate in all three dimensions (as many man-made materials do). However, wood, by nature, moves by different rates in width, thickness and length, and that complicates things.
TANGENTIAL, RADIAL AND LONGITUDINAL MOVEMENT
If you look at Fig. 1, you’ll see the terms used to describe movement in all three dimensions. First, there is tangential movement, which can be thought of as “movement along the growth rings”. Second, there is radial movement, which is “movement across, or perpendicular to, the growth rings”. And third, there is longitudinal movement, which is “movement in length”. In brackets beside each term in Fig. 1, you’ll see the basic rule of thumb that the rate of tangential movement is roughly twice that of radial movement, and longitudinal movement is zero.
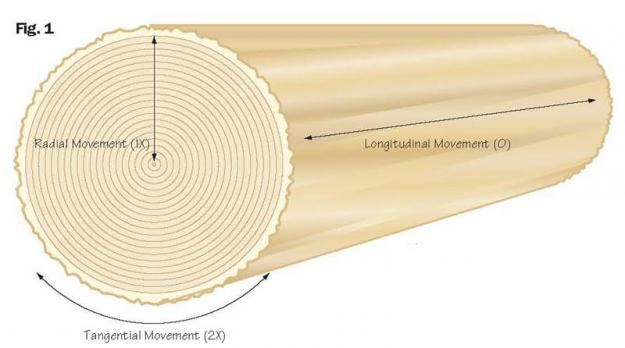
I can say that longitudinal movement means movement in length, as this applies to all three wood cuts. But I can’t say that tangential movement always means width and that radial movement always means thickness, as it depends on the wood cut being considered.
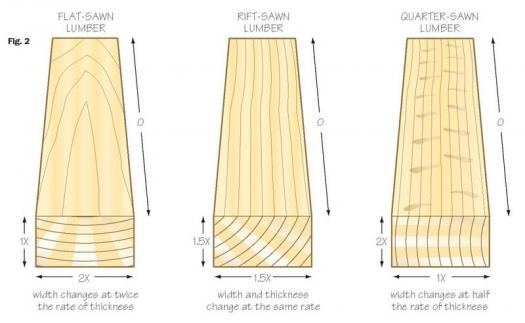
Fig. 2 shows what I mean. In the first diagram, we see an example of flat-sawn lumber. Since the growth rings run roughly parallel to the wide surface of the board, the width of the board will move by a rate that is about twice as much as the rate of movement in thickness. This is clear once you understand that tangential movement occurs at about twice the rate of radial movement (Fig. 1). Looking at the second example in Fig. 2, you’ll see an example of rift-sawn lumber. Since the growth rings run on a 45° angle on the ends of the board, the rate of movement in width and thickness is the same. Looking at the quarter-sawn lumber in the third example, the rate of movement in width is only half as much as the rate in thickness.
RATE OF MOVEMENT
Notice that we are talking about the rate of movement, not the actual amount of movement. So even though the thickness of a quarter-sawn board moves at twice the rate of its width, the actual thickness change will likely be less than the width change, as the width likely starts out more than twice as large as the thickness.
For example, a 6″-wide board might increase in width by 1% as RH and MC increase. So the width will increase by 0.06″, ending up 6.06″ wide (or about 6 1/16″). If the board is only 1″ thick and it increases by 2% with the same RH and MC increase, then it becomes 0.02″ thicker and ends up 1.02″ thick.
Therefore, the rate of movement in thickness was twice as much as the rate of movement in width, but width still increased by more than thickness due to the initial dimensions being compared. Notice, too, that length doesn’t change in any of the three examples in Fig. 2. Longitudinal movement isn’t actually zero, but it’s so tiny that it can be safely ignored for furniture building purposes.
Most furniture will involve boards perhaps 8 to 10 feet in length at most, with the vast majority far shorter. Assuming that the boards are already kiln dried to an appropriate level before the furniture is built, changes in length will be extremely small (say, 1/64″ or less) given normal RH changes indoors.
Also, be aware that the assumption that tangential movement is twice the rate of radial movement is only a rule of thumb, though a relatively good one. But, depending on species, it usually varies from the 2:1 ratio by a small amount.
For example, the rate of tangential movement for northern red oak is about 8.6%, while the rate of radial movement is about 4.0% (a ratio of 2.2:1). For black cherry, tangential movement is at 7.1% and radial is 3.7% (a ratio of 1.9:1) (these numbers come from Bruce Hoadley’s book, “Understanding Wood”). So although the actual ratio is not exactly 2:1, you should still remember that tangential movement is always at a higher rate than radial.
While formulas and charts are available to determine actual amounts of movement for any given change in MC, this kind of precision isn’t always needed. But what you should learn, at the very least, is that a 6″ wide flat-sawn red oak board will move more in width than a 6″ wide quarter-sawn red oak board as RH goes up or down. In fact, the flat-sawn board will move about twice as much in width as the quarter-sawn board.
This explains why quarter-sawn lumber has a reputation for stability. Also, remember my last article: the flat-sawn board will cup slightly as it moves, whereas the quarter-sawn board holds its rectangular form quite well.
MOVEMENT AFFECTS DESIGN
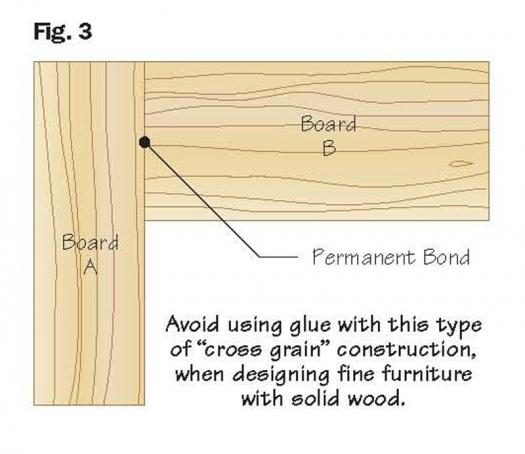
All of this analysis boils down to one very important fact which has already been stated: wood moves by a different rate in all three dimensions. Of particular concern is that longitudinal movement is zero, while the rates of movement in width and thickness can be significant. This means that every time we attach two boards together, such that the width of one board is attached to the length of another, we have a dilemma known as “cross-grain construction”. And cross-grain construction is to be avoided when you design fine furniture from solid wood.
Looking at Fig. 3, you’ll see the most basic form of cross-grain construction. If we attach Board A to Board B with a permanent bond, such as glue, we have a problem. Board A does not move in length, while Board B does move in width. The result is that Board A prevents Board B from doing what it is supposed to do according to a “law of nature”. If Board B tries to contract, it won’t be allowed to, but the stresses developed as a result will cause Board B to split. In essence, Board B will contract by splitting in the middle and shrinking on either side of the crack.
Hendrik’s next three articles will look at real world examples of how knowledge of wood movement and cross-grain construction is considered and incorporated into the design of furniture. He will also cover table top attachment methods, frame-and-panel design, and breadboard ends.