TIPS & HOW TO
Mortise and Tenon (with the router)

Michael Kampen

Mortise and Tenon joinery is both attractive and structurally solid. Because of that it is one of the most widely used joinery in woodworking, with uses ranging from traditional frame and panel doors to furniture.
There are a wide variety of M&T joints, with the most common being the ‘stopped’ (blind) joint. Other frequently used joints include the through, wedged, pinned, haunched, double (twin) and offset (barefaced). All of these joints share two common features: a ‘mortise’, which is simply a square or rectangular recess into which a tongue, the ‘tenon’, is inserted. The typical configuration is that the mortise is cut on a stile, and the tenon on a rail. The tenon itself is typically smaller in width and thickness than the rail on which it is cut. Once you know how to make a stopped mortise and tenon joint, you can apply the principles to any kind of M&T joint.
There are two important things to consider when cutting a stopped M&T joint. You want sufficient gluing surfaces so that the joint won’t fail, and you want the walls of the mortise thick enough so that they are structurally sound. If the mortise is too wide there will be less strength provided by the narrow side walls. When both the mortise and tenon pieces are the same size I make the mortise about 1/3 the stile width. For the most common stock size, 3/4″, I cut the mortise 5⁄16″ wide rather than ¼” wide (one third of the stock width); a 5⁄16″ router bit is more robust than a 1/4″ bit, and is much less likely to break in use.
When the mortise and tenon pieces are not the same size, as in a leg to apron joint, you can make the mortise wider, but not so wide as to compromise the wall strength.
When calculating the depth and length of the mortise I tend to use the ‘2/3’ guideline. The mortise depth is calculated as 2/3 of the thickness of the mortise stock. I find that this usually provides sufficient gluing surface, without making the mortise so deep that it becomes difficult to cut.
I calculate the mortise length at 1/2 to 2/3 of the width of the rail stock (longer on wider stiles). Again, this usually leaves enough material for a shoulder on each edge of the tenon. I aim to have shoulders no less than 1/8″ wide.
Cutting Tenons
Cutting a tenon is a fairly straightforward affair that can be done on the table saw (see “Tenoning Jig”, Apr/May ‘07, Issue #47) or router table. With a tenoning jig and a table saw you can process a lot of tenons in fairly short order. If you use a router table, you can cut the tenons with either a slot-cutting bit or with a mortising bit, and a cross slide. With the appropriate bit installed, set the length of the tenon by fixing a stop block to the cross slide and making one cut on each face. If the router bit is too short to cut the tenon in one pass you will need to reposition the stop block for the final cut. Always be sure to have the material firmly in contact with the cross slide and the stop block to prevent the bit from grabbing the wood. After cutting the tenons this way you will still need to round over the square corners with a rasp or file, but this takes only a moment.
Cutting the Mortises
Cutting mortises efficiently means you’ll need to choose the best method and employ the proper technique. When you need to make only a few, it’s just as expedient to cut them by hand or with a bench mortiser (steelcitytoolworks.com, general.ca). However, for production work, nothing beats a router mortising jig for speed, accuracy and efficiency. You can make your own jig (see “Mortising Jig” in this issue) or purchase a commercial product.
Choosing the Right Bit
To rout a mortise you will need a plunge router and a jig of some sort; it is simply not possible to rout these joints free hand. While the jig will control the movement of the router during the cut, remember,it is the router bit that does the actual cutting. Choosing the right bit and using it correctly is as important to a perfectly fitting joint as using an accurate jig to guide the router.
For the best results, put away your straight bits. Some straight bits are designed for plunging and have carbide cutters on the bottom for this, but the straight sides of these bits provide very poor chip clearance during the cut. Spiral up-cut carbide bits (leevalley.com, freud.ca, dimarcanada.com, busybeetools.com), on the other hand, have helical flutes like a drill bit, and specially designed cutting edges on the bottom of the bit and the edges of the flutes. These allow the bit to be plunged straight down into the material while the flutes bring the chips to the top of the hole, preventing the bit from jamming and overheating.
While straight bits are among the cheapest of router bits on the market, owing to the rather simple manufacturing process involved, the opposite is true for solid carbide spiral bits. They are much more complicated to manufacture, are cut from a single piece of carbide and they spend a considerable amount of time on the CNC grinding machine. As a result, they command a higher price, especially the larger bits. However, once you start using these bits you will find it impossible to go back to the straight bits for plunge routing. Because of their high cost, manufacturers produce these bits in more affordable high-speed steel (HSS) as well. Like other edge tools, the solid carbide version will hold an edge much longer than the steel version, which is important as the complex geometry of this bit doesn’t make it practical to sharpen them. Choose a solid carbide bit in the sizes you use regularly for their ability to hold an edge for the long run, and save some money by buying the HSS version for the sizes you use less often.
Right Routing Technique
Routing technique is the next step to master when cutting mortises and tenons. Shallow mortises, such as those needed to flush mount a hinge, are best cut at full depth. These mortises rarely exceed 3⁄16″ in depth, and the material being removed presents very little resistance to the bit. You can rout out to the cut line, and then finish up with a sharp chisel, or use a hinge mortising jig to cut the mortise in one fell swoop; you’ll still need to chisel the round corners square (see “Installing Hinges”, Apr/May ‘07, Issue #47).
When cutting deeper mortises you need to change your approach. Many woodworkers cut deep mortises incrementally, setting the bit deeper with each pass, until the final depth is achieved. This is a poor practice and doing this will result in a mortise with uneven sides. As the bit tries to remove more material, the forces acting on the bit increase and as you are pushing the bit through the wood, the forces are only acting on three sides of the bit. The tendency is for the bit to want to twist and pull to one side, which will result in an irregular cut. This becomes more noticeable as the cutting action moves further from the router base, as the mortise gets deeper. Straight steel bits, when used this way can flex enough to begin to chatter. Carbide, on the other hand, is a very hard but much more rigid material. The only router bit I have ever snapped off was a 1/4″ solid carbide spiral bit that I was using in this manner. On the last pass I was feeding the router at what I thought was a conservative pace when all of a sudden the bit snapped off at the collet; carbide is very hard but this also makes it very inflexible and at some point the forces applied at the far end of the bit became strong enough to flex the bit enough to snap it.
When routing a deep mortise, always use a spiral bit in a plunge router and use the depth stops to set the plunge mechanism to the depth of the mortise. Set your router on the jig and then, beginning at one end, plunge the bit to full depth, and then let the router come back up. Move the router over about one third of the width of the hole and repeat. Continue doing this until you have reached the other end of the mortise. At this point the mortise will have slightly scalloped sides so plunge your bit to the full depth once again and run it along the mortise to clean the sides.
Mortising Jigs
There are only a few commercial router mortising jigs on the market. One of the simplest is the Mortise Pal, a slot mortise that clamps onto stock from 3/4″ to 2″ thick and enables you to rout mortises from 3/4″ to 2-1/2″ in length and from 1/4″ to 1/2″ in width.
Both Trend (trend-usa.com), and Leigh, (leighjigs.com), make a dedicated jig that you can use to rout both the tenons and mortises. Without a doubt, the Leigh Frame Mortise and Tenon (FMT) is the most versatile of the two (see “Leigh Mortise and Tenon Jig”, Aug/Sep ‘03, Issue #25). The jig is composed of a base with a clamping plate and is mounted to a workbench. The router is mounted to a guide plate and runs in guide-ways on the top surface of the jig to cut the mortise.
When cutting mortises by hand you would normally lay out the outer boundaries of the mortise on the stock and then cut up to these lines. The accuracy of the joint is dependant on precise layout work followed up with competent tool work. When cutting mortises with a router, the layout is somewhat different. Most mortising jigs are lined up with the centerline on each axis of the mortise with the design of the jig and the bit used defining the outer boundaries of the mortise. With the Leigh FMT there are two guide pins on the underside of the sub-base that is attached to the router, and these run along two guide-ways on the top of the jig body. On the right side is a straight guideway that is used for all operations and on the left side of the jig there is a place to insert the various joint guides; there is a different joint guide for every common mortise size. By using different router bits and joint guide combinations the first time you use them you can cut mortises and tenons for everything from full size furniture to miniature models. For each bit and guide combination you need to make a series of test cuts to determine the perfect fit; these settings can then be recorded for test-free cuts in the future.
A Simple M&T Joint
Let’s take a look at how you would make a simple mortise and tenon joint for a frame and panel assembly using the Leigh FMT. I always cut the tenons first and the mortises afterwards. With the frame members being the standard 3-3/4″ thick, the best size for the tenon is 5⁄16″. Select which face will be the front face on the two rails and the two stiles and mark an ‘X’ on the back side with a piece of chalk. For a 2″ wide frame, select the 5⁄16″ x 1-1/2″ joint guide and snap it in place on the FMT and set up the 5⁄16″ spiral bit in your plunge router. Because of the high degree of precision possible with this jig, I use a digital caliper (leevalley.com), and a Glen Drake Tite-Mark marking gauge (glendrake.com) for all of my layout work. Digital calipers capable of displaying fractions make layout work much quicker and easier than trying to read a ruler and doing fractional math.
Set the marking gauge to half the width of your stock and lay out the centerlines for the length of the tenon and the mortise on the stock. Next, set the marking gauge to half the thickness of your stock and use the marking gauge to scribe your stock for the center of the mortise from side to side. You should now have a set of crosshairs marking the center of each mortise and tenon. These lines, while highly accurate, are not as easy to use with the table sight on the FMT so I highlight them with a pencil. With the pencil centered in the scored line, the resultant pencil line is then also centered and this is much easier to use when sighting the top plate on the workpiece.
Rout the Tenon
Use the marking gauge to scribe a line defining the length of the tenon on one of the rails and clamp the rail to the jig body. The top plate on the jig contains guide-ways and is equipped with a table sight that is used to center the top plate on the workpiece. Once the top has been centered and locked down and the table sight retracted, set the router on top and lower the bit just enough so it will remove the scribed line, leaving you with crisp edges on the tenons shoulders. Set your bit depth and then make a shallow climb cut in a clockwise direction around the outside of the piece; by making this shallow climb cut there will be no tear out as the fibres are completely supported during the initial cut. Follow this up with a final cut in the other direction ensuring that the left hand guide pin follows the outer edge of the guide-way. You’ll end up with a perfect tenon every time.
Rout the Mortise
If you are routing the mortise close to the end of the stile you may find it convenient to leave some extra material (referred to as the horn) on the end to be trimmed off later. To rout the mortise, clamp the stile to the jig body, keeping the ‘X’ side against the jig, and then center the top plate on the cross hairs using the table sight. Set the depth stop on the router to rout a mortise that is just slightly deeper than the length of the tenon. This time, rather than following the outside of the joint guide, place the pin in the center of the joint guide and move the router to one end. Plunge the router to its full depth and then raise the bit out of the hole. Move the router over just about 1/3 the width of the bit and repeat. Continue doing this until the entire mortise has been drilled out. Then run the router back and forth, first against one side of the groove and then back against the other side to clean up the slightly scalloped walls of the mortise. The tenon should fit into the mortise with piston like precision.
Other Options
The front clamping face on the jig body also tilts out making it possible to easily cut angled mortises. On the rear of the top plate there are a couple of limit stops that work to set stops on the front-to-back and side-to-side movement. Using these sliding stops you can rout double, twin, triple and quad mortise and tenon joints as easily and accurately as a single mortise, though there is a little more time involved. Recently, Leigh has released a few extra joint guides to further enhance the functionality of the FMT. There are joint guides that enable you to make the necessary cuts to build louvered doors and to make square tenons.
Another set of joint guides allow you to rout mortises on the X-axis, that is to say, at 90º to the clamping plate. The Leigh manuals are the best instruction manuals I’ve ever read. They can be downloaded from their site should you want more detailed information on individual procedures.
Floating Tenons
When using a shop-made jig you can speed things up by using floating tenons with a pair of mortises instead of a mortise and a tenon. You’ll likely find that you tend to use several sizes of tenons time and time again, which makes the use of floating tenons that much more attractive. You can mill the tenons in a batch and store them for future use (in which case it’s a good idea to put the tenons in a plastic bag to retain their dimensional stability, or you can also simply mill the tenon material as you need it. You can also purchase tenon stock in 1/4″, 5⁄16″ and 3/8″ thicknesses from Lee Valley.
Generally I make all my tenons out of a straight-grained hardwood. I begin by milling stock in whatever lengths I have on hand to the required thickness for the tenons. Use a caliper to check the thickness of the stock as it comes out of the thickness planer, against the width of a mortise. When you have achieved a snug fit in the mortise rip the stock to width. Use a block plane to round over the sides of the tenons to fit the rounded mortises. Alternatively, round over the edges on a router table using an appropriately sized round-over bit. Remember to use a fence and feather boards. When cutting the tenon stock to length, cut the tenon 1/8″ less than the depth of both mortises combined.
Measure thickness of your stock

Divide thickness in half and set calipers

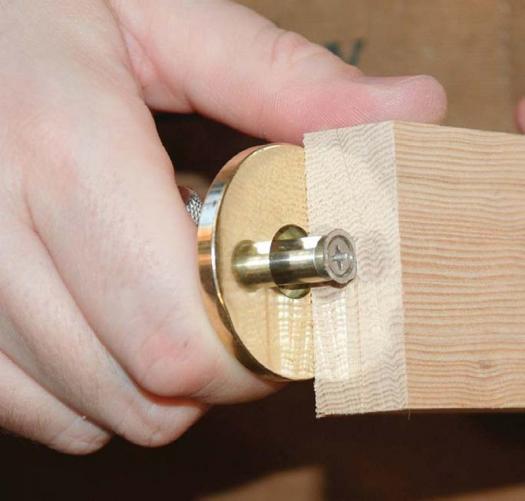
Use end of calipers to set marking gauge

Mark center of stock with gauge
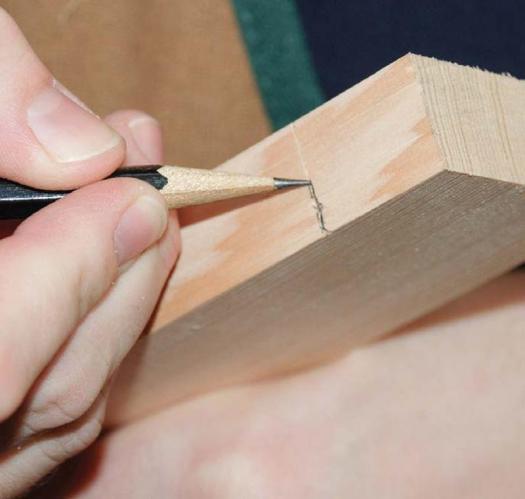
Highlight scribed line with a pencil

Measure width of stock

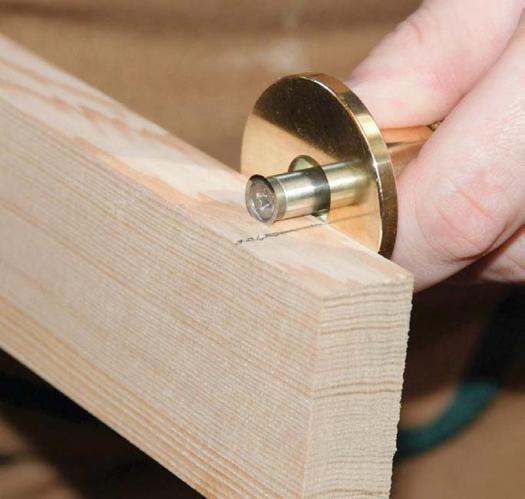
Mark center of rail

Mark mortise on stile

Highlight scribed line
Mark center of stile
Line up FMT scope with layout lines
Shallow climb cut eliminates tear-out
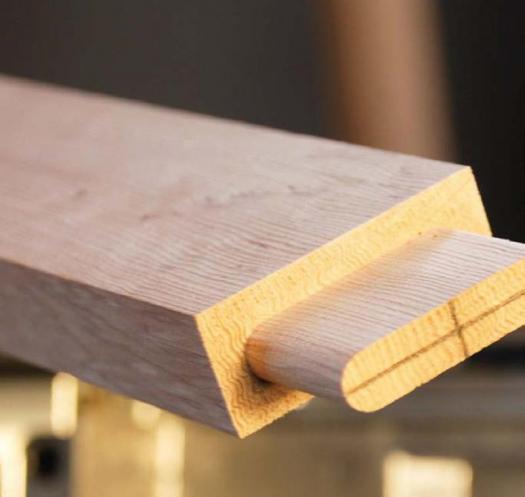
A perfect tenon in minutes
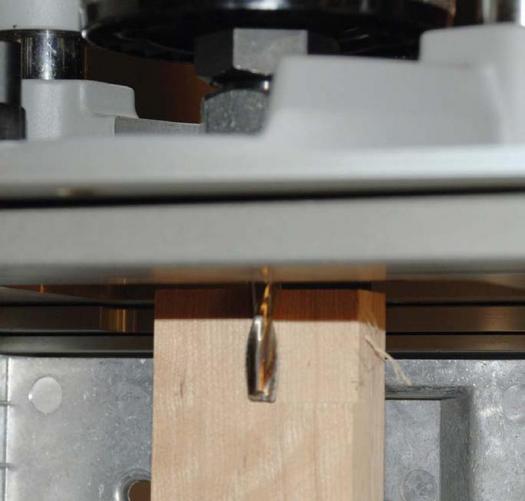
Stile mounted to FMT for machining

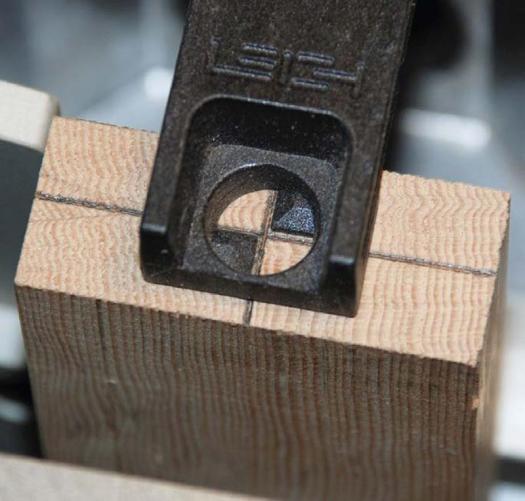
Plunge bit and drill out first; clean up perimeter

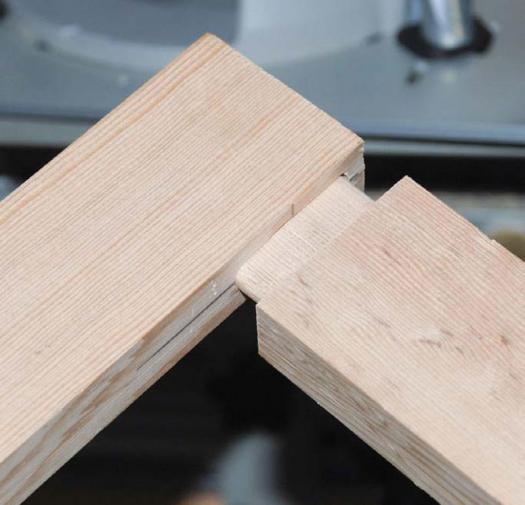
Perfect mortise and tenon joint
Leigh joint guide

Leigh FMT jig

Spiral Router bit and FMT joint guides








You have some figures talking about “FMT” before you tell us what “FMT” means. The article would be smoother to read if you mentioned your abbreviations before we see them.
Otherwise, thanks for the article.
You’re right Jim – and as a matter of practice we always try to decipher terms before they’re first used. Glad you eventually figured out what FMT stand for.
so, what does FMT stand for?
Hi Pierre, it refers to the Leigh Frame Mortise and Tenon (FMT) jig.