PROJECT
Chrysanthemum table

Rob Brown

Find more Tables projects
This one-of-a-kind round coffee table is at home in a spacious, formal living room, dressed with something small and simple on it, say, a chrysanthemum.
The history of the coffee table is somewhat unclear. While you are likely to find a coffee table in most homes today, during the 18th century tea tables were the norm. The coffee table as we know it was introduced in the early 20th century, meant for placing a cup and saucer on and defining a space for friends and acquaintances to gather. Now at the center of family and living rooms, they give us a perfect spot to place everything from drinks and snacks to magazines and books, not to mention the remote controls. This one-of-a-kind round coffee table is at home in a spacious, formal living room, dressed with something small and simple on it, say, a chrysanthemum.
Chrysanthemum table
Inspiration and Design
I am often inspired to build a piece of furniture from either a specific material or a general shape or form. In this instance it was the shape of the chrysanthemum flower, and the flowing curves of its petals, bursting upwards from the center. Much of today’s furniture consists largely of straight lines or boxes; straight lines being easier for large furniture companies to mass-produce. This table’s defining feature is its femininity; its curves.
I wanted a strong wood species for the petal sides and ends to support the glass top and whatever stresses may be applied to it. Although the strongest domestic species, in terms of bending strength, is shagbark hickory, strength values of sugar (hard) maple, red and white oak, and white ash are only moderately lower. Since ash is nice to work with, and I like its ring porous grain pattern, I chose to use it for this table.
Preliminary Planning
The two options for making these curved pieces are steam bending or bent laminations. Since the pieces need to be fairly thick, I chose the bent lamination technique. With bent laminations I can obtain strong, consistent results every time. However, it is very important to select clear, knot free stock. Each lamination is only as strong as its weakest link and any knots would compromise its structural integrity.
Before machining, I laid the entire table out on a piece of ¾” particle board. I drew the top view and a cross section view vertically through the center of the table. This allowed me to check dimensions for all of the curved pieces throughout construction, and actually place parts, upside down, on top of the ¾” sheet to double check for location and fit. This was especially helpful while machining the joints between the petal sides and the petal ends.
Construction
I tackled this project in four stages because of its complexity.
Bent Laminations
• Each lamination is made up of 6 strips of solid ash just over 3/16″ in thickness. It is important that, when glued, they added up to 1 ¼”, to be sandwiched properly in the form.
• The finished length of the 10 petal sides is 27 ½”. Add an extra 4″ for the rough length. During lamination, some of the strips are sure to shift here or there and a few extra inches save a lot of disappointment in the long run. Also, add at least ½” in width so the laminations can be planed to a final thickness of 1 ¼”.
• To machine the 60 strips for the petal sides (I actually made about 65 to account for those “things” that just seem to happen), start with 8/4 lumber cross-cut to a rough length of 31 ½”. Joint one face and one edge of each board. Using the table saw, rip the strips just shy of ¼”. Repeat this process until you have 60+ strips, 31 ½” x 2″ x ¼”. A careful pass through a thickness planer will bring the strips down to the correct dimension. Be sure that six pieces sandwiched together total 1 ¼”. Strips that are even 1/32″ off the mark will add up to be 3/16″ too thick down the line.
• Clamp the strips in the form and let them dry more than adequately. Use a glue with a high solids content. The glue I used has a clamp time of 1½ hours but I left each lamination clamped for at least 3 hours. Better yet, clamp them overnight.
• While each of the 10 petal side laminations dry, machine and laminate the strips for the petal ends the same way.
• Joint one edge of the laminations. Keep the outside, curved face, flush with the jointer fence through the entire pass. It’s critical to keep everything square since small inconsistencies magnify when they occur 10 times.
• With the thickness planer, bring the petal sides and ends down to 1 ¼” thick.
• The stem supports are made the same way and are dressed to 1 ⅛” thick. The sides and ends will meet and be flush on all 4 sides but, since the stem supports are ⅛” narrower, there will be a 1/16″ reveal where the two meet.
Cutting Petal Sides and Petal Ends
• Once all of the bent laminations are complete, use the layout board to determine the length of the petal sides as well as the angles that are required for the joints to meet properly.
• Using a cross-cut jig for curved pieces (See “Jigs and Forms”), cut the laminations to their proper length and angle, one by one, dry fitting them as you go. Because circular top assembly can be difficult and slight variations can occur, leave the last 2 petal ends uncut, and finish cut them just before assembly.
• Machine a 1 ¼” x ⅝” shoulder on both ends of the petal ends. This shoulder, when placed beside its mating partner, will be glued to the petal side.
• Place the petal sides and ends, upside down, directly on top of the layout board as you go, making any minor adjustments as needed. To support the bottoms of the petal sides (that will be moving freely in the air), cut a piece of ½” plywood approximately 12″ x 12″. Temporarily screw the plywood into the ends of the petal sides to keep them positioned while machining the rest of the parts.
• Once all the petal sides and ends are cut and properly fitted, machine the grooves into their ends to accept the solid floating tenons.
• Machine the floating tenons from one long piece of ash to fit in the newly formed groove. Once you’ve machined the thickness and width, cut the strip into 10 pieces. This floating tenon adds strength to the joints and provides a much needed locator during glue-up.
• Next, drill all the holes. With a total of 80 holes you’ll need a jig to simplify the process. While the table is dry fit, measure appropriate angles and lengths for the ¼” dowel and drill the 80 corresponding holes.
• Machine the circular table bottom. It is built with ¾” plywood with ash veneer. I didn’t use solid ash because of the problems caused when it expands and contracts. Such movement would wreak havoc on the many joints, and eliminate the possibility of a flat bottom for the table. Wrap a piece of ¼” solid [wood] around the edge of the table bottom and glue it in place
Sanding and Primary Assembly
• With the petal sides and ends and table base now machined, finish sand each piece starting with 80 grit and moving to 150 grit sandpaper.
• Plan the glue up. Tackling it all at once would be disastrous. Start with just 2 petal sides and 3 petal ends. To make the process even easier, attach the table base with screws to the base of the petal sides, but don’t use any glue. Permanently secure the base only after all the other 20 sides and ends are together.
• Assemble directly on top of the original layout board, the pieces assembled upside down. It is crucial to follow the layout lines already in place. Glue and clamp the pieces, then leave to dry. Repeat this process until everything, except the last 2 uncut pieces, are assembled. At this stage, you’ll see exactly how large and at what angle the last two petal ends need to be machined. Once they are sized, assemble them to complete the primary assembly. Trim the exposed portion of the solid floating tenon used to fasten the joint between the petal sides and ends to fit.
• With all of the petals complete, attach the bottom with a screw, a dowel and some glue in each joint.
Final Machining and Assembly (Rungs and Supports)
The 40 rungs serve two functions: to add rigidity to the petal sides, and to provide a place to attach the hand made paper.
• Cut all of the hardwood rungs to the correct length and glue in place.
• Cut the 10 stem supports to their final size with the same type of jig used for cutting the other bent laminations. The dimensions and angles are much easier to determine with the mostly finished table to reference. Secure the supports to the petal sides with dowel joints and glue in place.
Finishing
• Because water based stains raise the grain, the entire piece has to be wet with water to pre-raise the grain. Once dry, sand the entire piece to remove the raised grain. This step greatly reduces raised grain when applying the first colour application – a coat of Brown Walnut aniline dye stain. If you don’t pre-raise the grain, you’ll find yourself sanding the raised grain after applying the dye and that will damage the colour and leave ugly scratches and splotchy areas.
• Once dry, apply a coat of dark brown glaze and let it dry overnight.
• The next couple of days, brush on coats of durable varnish, sanding in between.
Final Touches
I applied 2 different types of hand made paper from Japan on the 10 sets of rungs to give a bit of ornamentation and add a complimentary colour to the rich brown.
• The first application is a lighter beige paper called Yamaguchi Chiri Natural. Cut it to size, apply rice glue to the rungs then wrap the paper around. Once the glue is dry, tear the paper along a slight radius between each of the rungs by hand. This could be difficult because the paper is naturally resistant to tearing due to its thick fibers.
Tearing the chocolate brown paper by hand to its final shape will give it a rough, slightly random edge. Glue it on top of the beige paper. Both of these papers, as well as an extensive and imaginative selection of quality, hand-made papers are available from The Japanese Paper Place in Toronto.
Complete the table with a piece of 3/8” thick glass. Coffee tables can receive a lot of abuse over the years, so I suggest having it tempered for safety.
This table is as beautiful as it is strong, and building it is as difficult as it is rewarding. Set in a living or family room, it is sure to be a place where good friends gather round and talk long into the night.
Groove Cutting Jig
This jig will cut a groove in the petal sides to accept a floating tenon. Cut the petal sides first. For the petal ends, cut a mating groove on the table saw by referencing off the rip fence. Use a backer block to support the piece during this operation.
• Attach a flat piece of stock to your mitre gauge. It should be large enough to support the bent lamination that is being machined.
• Attach a wood block to the flat piece of stock already in place. This block should be the approximate radius of the lamination
• Drive in two screws and adjust them so the lamination will sit flat on the table saw surface when clamped. Apply the sandpaper disks for friction. Use two C-clamps to secure the lamination during machining.
• Ensure that the groove is cut at the center of the petal side.
JIGS AND FORMS
When I’m dealing with curved parts, angled cuts and repetitive operations, a jig or form always comes in handy. Sometimes they are the only safe, accurate way that the machining can be completed. Nine different jigs or forms were used to complete this table. Only four of them are discussed here because each can be modified to accommodate your needs. For instance, the cross-cut jig I use to cut the petal sides to their correct length and angle can be altered and used to finish cut the petal ends.
Bent Laminations Form
- Glue a piece of hardwood 2” thick, about 12” wide, and long enough to press the lamination.
- Set up a router with a ½” straight bit and attach it to a circle cutting jig – and 8” wide piece of plywood long enough to obtain the correct radius.
- Attach a different 2” thick scrap block to the workbench. This will be the pivot point for the circle-cutting jig and will bring the router parallel to the form. Measure the radius on the layout board. Drill a hole in the circle cutting jig the proper distance away from the edge of the router bit. Make sure to reference the correct side of the bit (eg. The inside of the bit for the inside of a curve, and vice versa). Drive a screw through the hole in the circle jig and into the scrap block.
- Attach the hardwood blank (that will be used for the form) to the work surface.
- Machine the groove in the form by taking a number of passes with the router. I recommend a ⅜” – ½” bit.
- For outside curves, measure and drill another hole in the circle cutting jig and repeat the process. Drive the screw through the new hole in the circle cutting jig and into the same hole in the scrap block. After machining the second groove you are left with a male and female form.
- To ensure alignment, attach at least two pairs of guides to the form. The guides will prevent the form from shifting during the glue-up.
- Put a little wax on the form so that the lamination won’t stick. Alternatively, you can run a bit of masking tape on the edge of the form if you don’t like the idea of putting wax on wood on which you will eventually have to apply a finish.
Cross-Cut Jig for Curved Pieces
To cut the petal ends to the correct length and angle I modified my chute board. This jig process can be used to cut both ends of the petal sides, both ends of the stem supports, and both ends, as well as the shoulder cut, of the petal ends.
• Refer to the layout board. Align each petal end with the top-view drawn on the layout board. Draw a line where the cut should be made.
• Screw two pieces of solid wood scrap to the surface of the chute board that reflect the angle of the lamination. Precision accuracy isn’t needed.
• Drive a flat head screw (#10 x 1 ½” or so) into the edge of the wood scrap on the surface that the curved piece will rest against. Drive the screw until it protrudes about ⅛”. To fine tune the angle just adjust the screw inwards or outwards.
• Place a couple of toggle clamps on top of the wood block to act as hold down devices. For a little extra friction stick an adhesive sandpaper disk on the chute board underneath where the bent lamination will be placed.
Hole Drilling Jig
To drill a series of 4 holes on either side of each petal side build a simple jig for a drill press. The holes are not drilled perpendicular to the lamination. The jig needs to be constructed so that it will hold the petal sides at the correct angle during drilling.
• Dry fit the petal sides, petal ends, and the table base to obtain the angles of the holes.
• Attach a piece of wood to the underside of one end of a piece of 12″ x 18″ plywood. This places the plywood on an angle.
• Attach these two pieces to a second piece of plywood. This creates an angled surface when placed on a drill press table.
• Set up stop blocks on the angled piece of plywood to help maintain the correct location of the holes. Eight different set-ups are needed for all 80 holes.
• Drill the holes deeply so the rungs can slide into one side far enough to get the opposite end of the rung into the hole on the other side.
Base

Petal
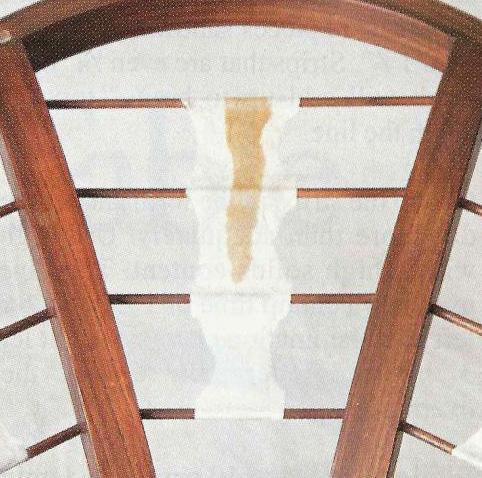
Illustration by Mike Del Rizzo