FROM ROB'S BENCH
Patternmakers of the past

Rob Brown

Blog for June 12, 2025
Our Senior Editor, Carl Duguay, sent an article to me the other day and I thought many of you would enjoy reading it and having a look at the photos.
Patternmakers were much more common in the past. When a cast metal part was needed, a mould had to be created first. Highly skilled patternmakers would make the initial shape out of wood so it could then be placed in a box filled with sand to make the negative shape in the sand. That shape would then be used to create the metal parts.
Patternmakers were a critical part of the industrial revolution and were highly valued by large companies. It was woodworking, but with the extremely tight tolerances of a metalworking shop; a thousandth of an inch, instead of a sixteenth of an inch.
Read the article: How Metal Objects Used to First be Made Out of Wood
Woodworking tolerances
Hearing the word “tolerance” in a woodworking setting reminds me of one of my first woodworking jobs. I was the young guy, about 20 years old, in a six-person shop in Markham, Ont. It was a very blue-collar group of guys who had worked their whole lives in one trade or another. I don’t think any of them studied at any sort of furniture making school, though they still had a fair bit of knowledge and experience to draw on.
One of the regular jokes was regarding the tolerances we worked with in the shop. It was usually at a time when one of us made a mistake, or possibly we had a piece of rough lumber that was a few inches too short for the task at hand. Or, once in a while, we were at a jobsite doing an install, when we realized the desk, bench or other piece was not the exact size we needed.
“What tolerances do we work to in this shop?” was the question. If the desk was 1/4″ too small, the answer would be something along the lines of “to within a half inch.” If a bench was 2″ too short, the answer might be “to within 3″ or so.” Obviously, we couldn’t say that to the client, so we had to fix the problem, but it was at least fun to joke about. We were just lowly woodworkers, and didn’t have the skill to work to any sort of tight tolerances, or at least that’s what we joked about.
Metalworking situations almost always require a much tighter tolerance than woodworking. For example, if the threads on a bolt were even slightly off, the mating nut wouldn’t thread onto the bolt. Essentially, there’s no flex or give with metal and it has to be machined carefully. Most metal parts need to fit together very precisely. Woodworking, comparatively speaking, usually just needs to be close. A cabinet door sitting in an opening can be plus or minus 1/16″ (maybe more) and still work well and look good.
Obviously, this isn’t always the case. There are times when a tolerance of much less than 1/16″ is needed in a woodworking setting. Let’s use the same door, sitting inside a cabinet opening, as an example. The tenon on that door needs to fit the mortise quite accurately. Hard to tell for sure, but I’d guess a few thousandths of an inch is the difference between a good fit and a fit that’s slightly off. This difference can be noticed when the maker is testing the fit of the joint with their hands. At the same time, the width of either the rails or stiles of that same door could possibly be off 1/4″ or more from what the drawing says yet have no effect on the final fit and look of the door.
How close is close enough?
Over the years I’ve learned that one of the hardest things for new woodworkers to grasp is when they need to be accurate with their measurements and when it’s okay to not worry about it too much. Some folks fall on the “nobody will notice” side of things, and rarely take care to mark an accurate line on a workpiece, then further compound the problem by not even cutting to that line with any sort of care. Others may mark a line on a rough piece of lumber to within 1/32″ of the finished length during breakout, even though there’s more than enough overall length to leave on the standard 1″ extra, then have a bit of flexibility when machining the piece and cutting it to length later. Everyone is different, but realizing when you need to be accurate and when you don’t is a good skill to have.
Woodworking fathers across the land
Thinking of tolerances, and how some folks cut to within 1/64″ when cutting sheathing to rough width, got me thinking about my dad. He was an accountant who never rounded a number off, whether it was on a balance sheet or a piece of wood. If a piece of pressure treated 2×6 that was being used for an exterior deck needed to be 48-1/16″ long, he marked it exactly that. Then I’d come along and cut it to 48″, only for my dad to ask me how I missed the line by so much, then toss the piece aside and cut a new one himself. He was never angry at me, but he thought those pieces needed to be cut perfectly or the deck would never work properly. It was painful.
Since it’s Father’s Day this weekend, here are two of my past columns that feature my dad’s accountant wallet and machinist accuracy.
Close Enough?
If you were aiming for 36", but your tape measure told you it was slightly off, would you recut the part or leave it? It depends, of course.
The Olden Days
This is a photo of me in one of the first woodworking workshops I was employed in. Our working tolerances were a common discussion back then.



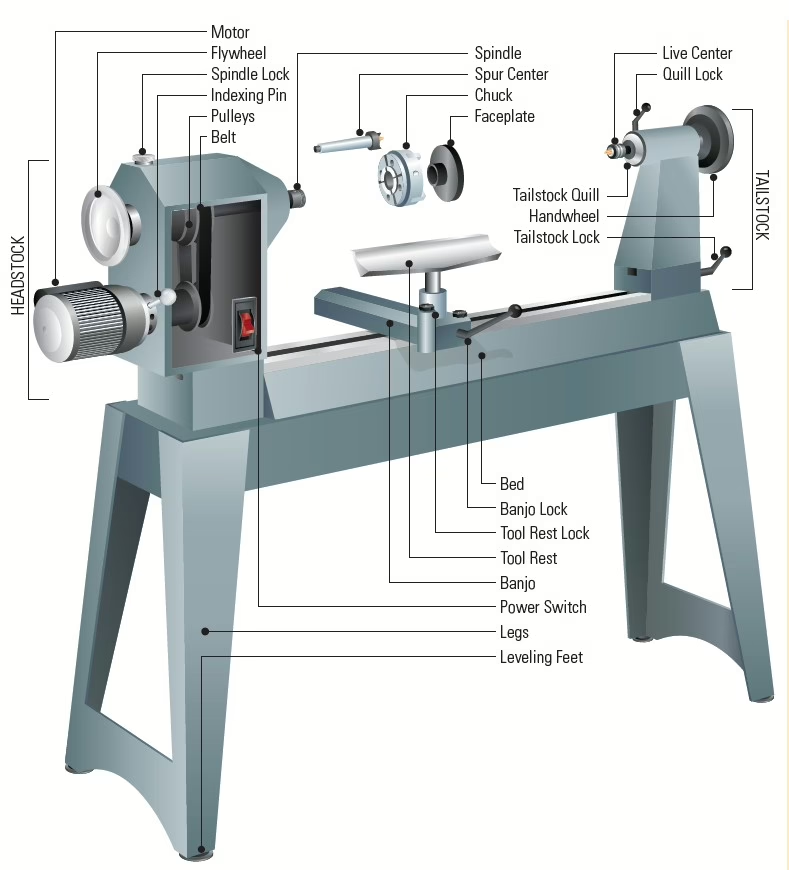


Having served an apprenticeship as a wood patternmaker in the late 70’s early 80’s, I can attest to the extreme tolerances that were required. Most of our work was to a tolerance of 1/64”. That was for patterns that were built on our benches. They could be as small as something that you could hold in your hands. The patterns varied in size and complexity depending on what was required. At the company I worked for in Stoney Creek, we made a large variety of patterns, the largest of which was a train frame that required us to build a new building to accommodate the patterns. It was transported to Dofasco( which stands for Dominion Foundry and Steel Company) in Hamilton. As far as lathe work, we could turn 36” in diameter and 72” long on our lathe and up to 8 feet in diameter on our stand alone faceplate lathe. Never a boring profession since each pattern was completely different.
If my notes from watching Windy Hill Foundry on Youtube are correct than patternmaker’s rulers would be 1.0105″ longer for cast iron and 1.0156″ smaller? for aluminum and bronze. Also every pattern requires 3 degree angle for every surface in order to extract it from the mold without damage. Another fascinating part of patternmaking is their lathes having a metalworking tool holder but only manual axis controls.
An interesting item was the ruler used by pattern makers to measure molds for an article made from a metal that would shrink. It included the shrinkage; that is, it was inaccurate for other work but saved the pattern maker the labour of calculation. Of course, the ruler was for a specific metal or alloy.